In der Chemieingenieurtechnik ist ein Mischreaktor nicht nur ein Behälter; er ist die dynamische Umgebung, in der chemisches Potenzial Realität wird. Seine grundlegende Bedeutung liegt in seiner Fähigkeit, die physikalischen Bedingungen – Konzentration und Temperatur – zu steuern, die die Geschwindigkeit, Effizienz, Qualität und Sicherheit einer chemischen Reaktion bestimmen. Ohne effektives Mischen würde selbst die vielversprechendste chemische Formel in keinem sinnvollen Maßstab vorhersehbar funktionieren.
Der Hauptzweck eines Mischreaktors besteht darin, physikalische Transportbeschränkungen (Stoff- und Wärmetransport) zu überwinden, sodass die intrinsische Geschwindigkeit der chemischen Reaktion der einzige Faktor ist, der die Produktion begrenzt. Diese Kontrolle ist der Schlüssel zu effizienten, vorhersehbaren und sicheren chemischen Prozessen.

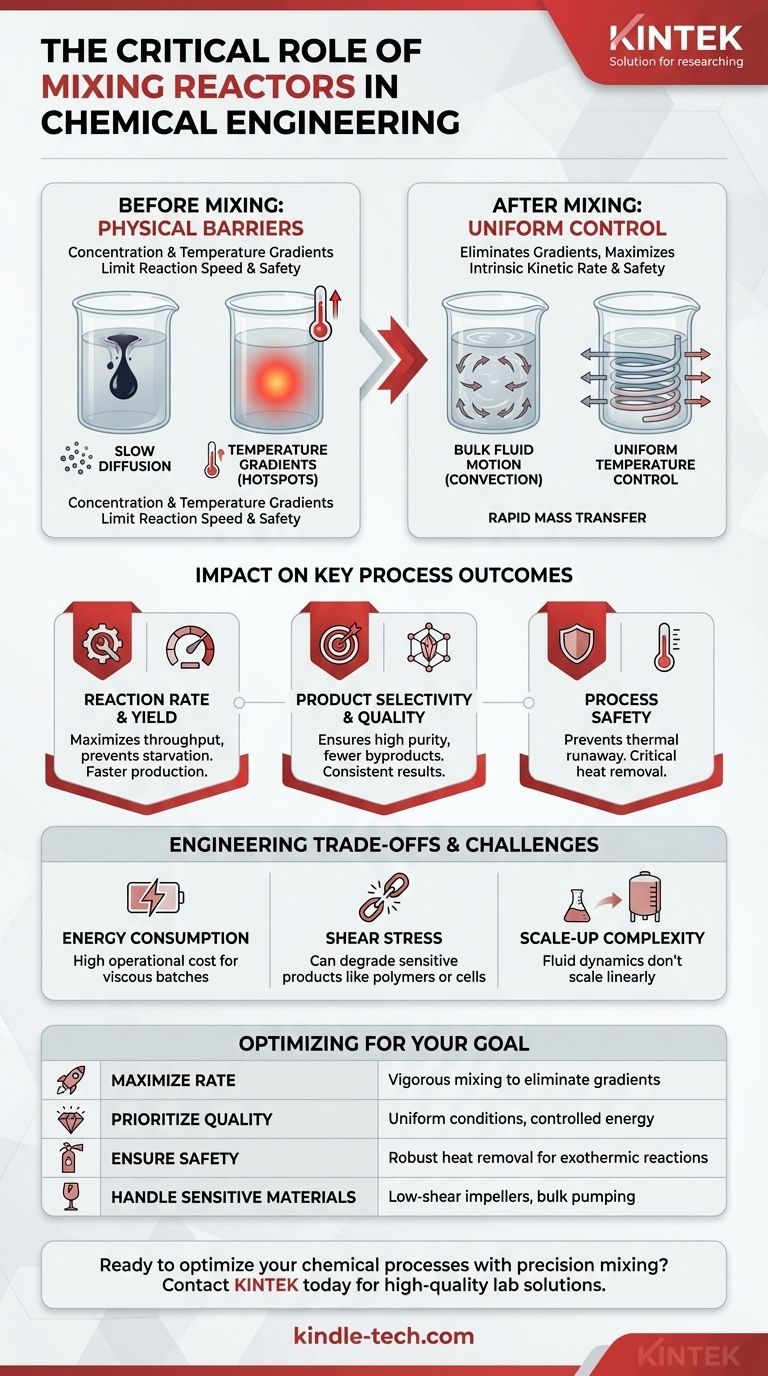
Die Kernfunktion: Überwindung physikalischer Barrieren
Eine chemische Reaktion kann nur stattfinden, wenn Moleküle unter den richtigen Bedingungen kollidieren. Die Hauptaufgabe eines Mischreaktors besteht darin, diese Bedingungen in einem großen Volumen gleichmäßig zu erzeugen und aufrechtzuerhalten.
Das Problem der Konzentrationsgradienten
Stellen Sie sich vor, Sie geben einen Tropfen Tinte in ein Glas stilles Wasser. Die Farbe breitet sich langsam durch Diffusion aus, ein sehr langsamer Prozess. Reaktanten in einem ungerührten Reaktor verhalten sich genauso.
Der Bereich, in dem die Reaktion stattfindet, wird schnell an Reaktanten verarmt, wodurch eine "verarmte" Zone entsteht. Dies verlangsamt oder stoppt die Reaktion drastisch, unabhängig davon, wie viele Reaktanten sich an anderer Stelle im Gefäß befinden.
Wie Mischen den Stofftransport antreibt
Effektives Mischen erzeugt eine Massenflüssigkeitsbewegung (Konvektion), die Moleküle Tausende Male schneller transportiert als die Diffusion.
Diese Turbulenz reduziert schnell Konzentrationsgradienten und stellt sicher, dass der Reaktionszone ständig frische Reaktanten zugeführt werden. Bei Reaktionen, die verschiedene Phasen betreffen (wie ein durch eine Flüssigkeit geblasenes Gas), ist das Mischen unerlässlich, um die Grenzflächenfläche zu erzeugen und aufrechtzuerhalten, an der die Reaktion tatsächlich stattfindet.
Das Problem der Temperaturgradienten (Hotspots)
Viele Reaktionen setzen Wärme frei (exotherm) oder nehmen Wärme auf (endotherm). Bei einer ungerührten exothermen Reaktion kann die erzeugte Wärme nicht effektiv entweichen.
Dies führt zur Bildung lokalisierter Hotspots, an denen die Temperatur gefährlich hoch ist. Diese Hotspots können Nebenreaktionen verursachen, das Produkt schädigen oder sogar zu einer außer Kontrolle geratenen Reaktion mit katastrophalen Folgen führen.
Wie Mischen den Wärmetransport ermöglicht
Mischen zwingt die gesamte Flüssigkeit zur Zirkulation, wodurch heiße Flüssigkeit aus der Reaktionszone zu den Gefäßwänden bewegt wird, wo sie durch einen Mantel oder interne Spulen gekühlt werden kann.
Diese erzwungene Konvektion schafft eine gleichmäßige Temperaturkontrolle, die entscheidend ist, um sicherzustellen, dass die Reaktion das gewünschte Produkt (Selektivität) erzeugt und sicher abläuft.
Die Auswirkungen auf wichtige Prozessergebnisse
Die physikalische Kontrolle durch das Mischen hat einen direkten und messbaren Einfluss auf die Kennzahlen, die einen erfolgreichen chemischen Prozess definieren.
Steuerung der Reaktionsgeschwindigkeit und Ausbeute
Durch die Eliminierung der Reaktantenverarmung ermöglicht das Mischen, dass die Reaktion mit ihrer maximal möglichen Geschwindigkeit, ihrer intrinsischen kinetischen Rate, abläuft.
Das bedeutet, Sie erhalten mehr Produkt in kürzerer Zeit, was den Durchsatz und die Ausbeute des Reaktors direkt erhöht.
Sicherstellung der Produktselektivität und -qualität
Viele Prozesse können unerwünschte Nebenprodukte bilden, insbesondere bei falschen Temperaturen oder Konzentrationen. Gleichmäßige Bedingungen verhindern dies.
Durch die Eliminierung von Hotspots und Konzentrationsgradienten sorgt gutes Mischen dafür, dass die Reaktion konsequent das gewünschte Produkt begünstigt, was zu höherer Reinheit und Selektivität führt.
Garantie der Prozesssicherheit
Bei stark exothermen Reaktionen ist das Mischsystem ein primäres Sicherheitsgerät. Seine Fähigkeit, die Wärmeableitung zu erleichtern, verhindert ein thermisches Durchgehen.
Ein Ausfall des Mischers (z. B. ein gebrochenes Rührwerk oder Stromausfall) ist in Chemieanlagen oft ein kritisches Notfallszenario, gerade weil es diese wesentliche Kontrollschicht entfernt.
Verständnis der Kompromisse und Herausforderungen
Obwohl unerlässlich, ist Mischen keine einfache "mehr ist besser"-Lösung. Es beinhaltet kritische technische Kompromisse.
Energieverbrauch
Mischen erfordert einen erheblichen Energieeinsatz, insbesondere bei großen, viskosen Chargen. Der Motor, der das Rührwerk antreibt, kann einen großen Betriebskostenfaktor darstellen.
Übermäßiges Mischen ist nicht nur verschwenderisch, sondern kann auch schädlich sein, was die Optimierung der Mischenergie zu einer wichtigen Designüberlegung macht.
Scherbeanspruchung und Produktdegradation
Hochgeschwindigkeitsrührwerke erzeugen intensive Scherkräfte. Diese Kräfte können für empfindliche Produkte zerstörerisch sein.
Zum Beispiel kann hohe Scherung die langen Molekülketten von Polymeren zerbrechen, empfindliche Kristalle, die für eine Arzneimittelformulierung benötigt werden, zerstören oder lebende Zellen in einem Bioreaktor aufreißen.
Die Herausforderung der Skalierung
Eine Mischstrategie, die in einem Ein-Liter-Laborgefäß perfekt funktioniert, wird in einem 10.000-Liter-Produktionsbehälter mit ziemlicher Sicherheit versagen.
Die Fluiddynamik skaliert nicht linear. Sicherzustellen, dass ein großtechnischer Reaktor das gleiche Maß an Stoff- und Wärmetransport aufweist wie sein Labormaßstab-Pendant, ist eine der komplexesten Herausforderungen in der Chemieingenieurtechnik.
Optimierung des Mischens für Ihr spezifisches Ziel
Das "richtige" Maß und die Art des Mischens hängen vollständig von den spezifischen Anforderungen Ihres Prozesses ab. Berücksichtigen Sie diese Leitprinzipien bei der Definition Ihres Ziels.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Reaktionsgeschwindigkeit liegt: Sie müssen sicherstellen, dass der Prozess kinetisch begrenzt ist und nicht durch den Stofftransport, indem Sie kräftiges Mischen bereitstellen, um Konzentrationsgradienten zu eliminieren.
- Wenn Ihr Hauptaugenmerk auf Produktqualität und Selektivität liegt: Priorisieren Sie gleichmäßige Temperatur- und Konzentrationsprofile, um Nebenreaktionen zu unterdrücken, was möglicherweise eine kontrollierte und nicht maximale Mischenergie erfordert.
- Wenn Ihr Hauptaugenmerk auf der Prozesssicherheit bei stark exothermen Reaktionen liegt: Ihr Mischsystem muss robust ausgelegt sein, um die Wärmeabfuhr zu gewährleisten und Hotspots zu verhindern, was es zu einem kritischen Sicherheitsgerät macht.
- Wenn Ihr Hauptaugenmerk auf der Herstellung scherempfindlicher Materialien liegt: Sie müssen Rührwerke mit geringer Scherung und Mischstrategien verwenden, die die Massenflüssigkeitsbewegung (Pumpen) gegenüber hoher lokaler Turbulenz fördern.
Letztendlich geht es bei der Beherrschung des Mischreaktors darum, die physikalische Umgebung zu kontrollieren, um das volle Potenzial Ihrer Chemie zu erschließen.
Zusammenfassungstabelle:
| Schlüsselfunktion | Auswirkungen auf den Prozess |
|---|---|
| Eliminiert Konzentrationsgradienten | Maximiert die Reaktionsgeschwindigkeit und Ausbeute durch Verhinderung von Reaktantenverarmung. |
| Verhindert Temperatur-Hotspots | Gewährleistet Produktselektivität, -qualität und -sicherheit, insbesondere bei exothermen Reaktionen. |
| Überwindet physikalische Transportbeschränkungen | Ermöglicht der Reaktion, mit ihrer intrinsischen kinetischen Geschwindigkeit für eine effiziente Skalierung abzulaufen. |
Bereit, Ihre chemischen Prozesse mit präzisem Mischen zu optimieren?
Bei KINTEK sind wir spezialisiert auf die Bereitstellung hochwertiger Laborgeräte, einschließlich Reaktoren, die für optimalen Stoff- und Wärmetransport ausgelegt sind. Ob Sie eine Reaktion skalieren oder die Sicherheit und Reinheit einer empfindlichen Synthese gewährleisten müssen, unsere Lösungen sind darauf ausgelegt, Ihre spezifischen Herausforderungen zu meistern.
Kontaktieren Sie uns noch heute, um zu besprechen, wie unser Fachwissen Ihnen helfen kann, eine effiziente, vorhersehbare und sichere chemische Produktion zu erreichen.
Nehmen Sie jetzt Kontakt mit unseren Experten auf!
Visuelle Anleitung
Ähnliche Produkte
- Labor-Scheiben-Rotationsmischer für effiziente Probenmischung und Homogenisierung
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Labor-Vortexmischer Orbitalschüttler Multifunktionaler Rotationsoszillationsmischer
- Labor-Interner Kautschukmischer Kautschuk-Knetmaschine zum Mischen und Kneten
- Mini-Edelstahl-Hochdruck-Autoklavenreaktor für den Laboreinsatz
Andere fragen auch
- Wofür wird ein Labormixer verwendet? Wählen Sie das richtige Werkzeug für Flüssigkeiten oder Feststoffe
- Was ist ein Labormischer? Ein Leitfaden zur Erzielung perfekter Probeneinheitlichkeit
- Wie trägt ein hocheffizienter Homogenisierer zur Herstellung von Tobermorit- und Xonotlit-Vorläufern bei?
- Wofür werden Laborrührer verwendet? Erreichen Sie perfekte Probeneinheitlichkeit und zuverlässige Ergebnisse
- Wozu dient ein Mixer? Erzielen Sie perfekte Backergebnisse mit weniger Aufwand















