Kurz gesagt: Die korrekte Temperatur für die Heißpresslaminierung liegt typischerweise zwischen 99°C und 115°C (210°F und 240°F). Dieser Bereich ist jedoch nur ein Ausgangspunkt, da die ideale Temperatur durch die spezifische Dicke Ihrer Laminierfolie und das zu laminierende Material bestimmt wird.
Die wichtigste Erkenntnis ist, dass die Temperatur keine isolierte Einstellung ist. Sie arbeitet in einem empfindlichen Gleichgewicht mit Druck und Zeit. Die richtige Temperatur zu finden bedeutet, Ihre spezifischen Materialien zu verstehen und immer einen Testlauf durchzuführen, bevor Sie Ihr endgültiges Projekt in Angriff nehmen.

Die Wissenschaft der Heißlaminierung
Was Hitze tatsächlich bewirkt
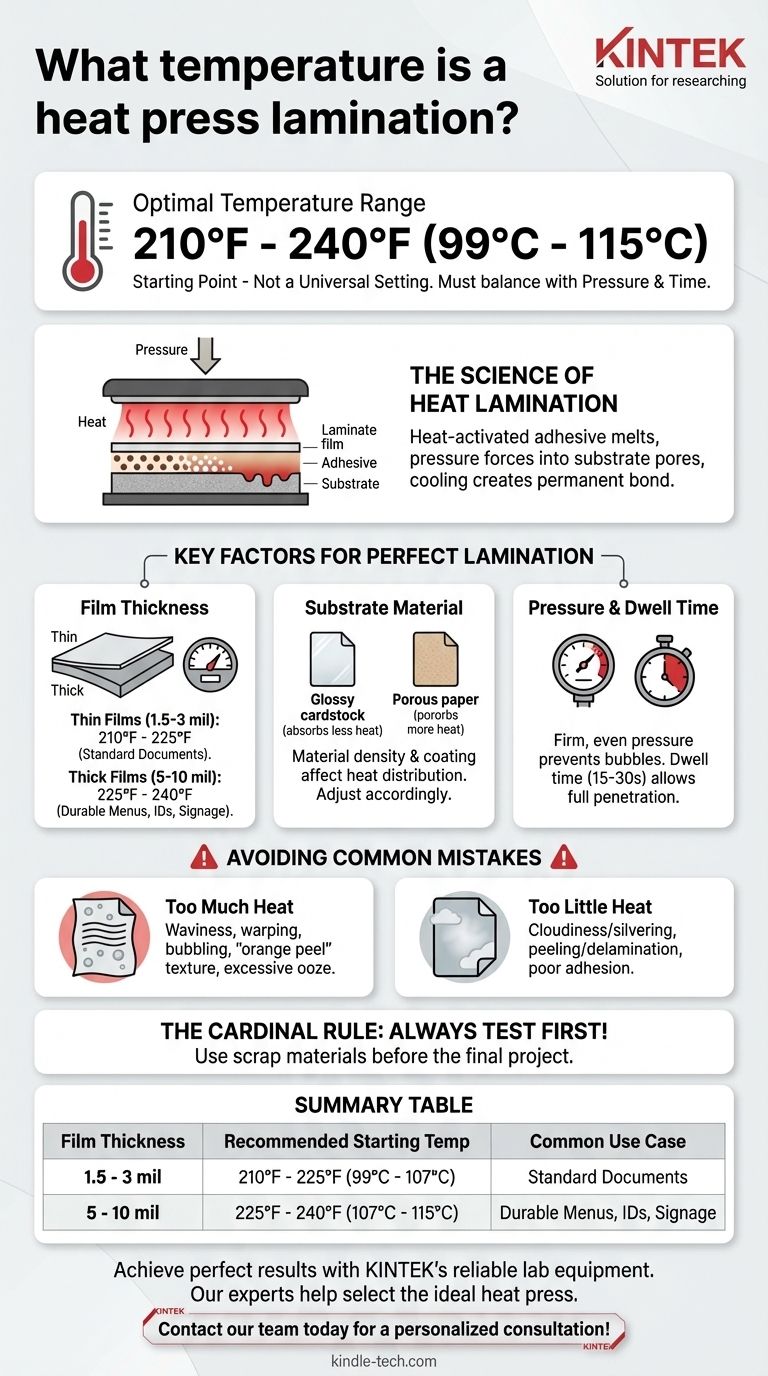
Die Heißlaminierung, auch als thermische Laminierung bekannt, verwendet hitzeaktivierten Klebstoff. Die Laminierfolie hat eine Schicht aus festem, sich kühl anfühlendem Polymerklebstoff.
Wenn die Heißpresse die richtige Temperatur anwendet, schmilzt dieser Klebstoff in einen flüssigen Zustand. Der Druck der Presse drückt diesen geschmolzenen Klebstoff dann in die Poren Ihres Substrats (das zu laminierende Papier oder Material).
Beim Abkühlen verfestigt sich der Klebstoff und erzeugt eine dauerhafte, schützende und klärende Verbindung zwischen der Folie und dem Material.
Schlüsselfaktoren, die Ihre Temperatur bestimmen
Um eine perfekte Laminierung zu erzielen, müssen drei miteinander verbundene Variablen in Einklang gebracht werden: Temperatur, Druck und Zeit. Eine Änderung einer Variable erfordert oft eine Anpassung der anderen.
Dicke der Laminierfolie
Dies ist der wichtigste Faktor. Laminierfolien werden in Mil (ein Tausendstel Zoll) gemessen. Dickere Folien erfordern mehr Wärme, um das größere Volumen an Klebstoff zu schmelzen.
- Dünne Folien (1,5 - 3 mil): Erfordern niedrigere Temperaturen, typischerweise im Bereich von 99°C - 107°C (210°F - 225°F).
- Dicke Folien (5 - 10 mil): Benötigen höhere Temperaturen zum Eindringen, oft im Bereich von 107°C - 115°C (225°F - 240°F) oder etwas höher.
Das Substratmaterial
Verschiedene Materialien absorbieren und verteilen Wärme unterschiedlich. Ein dichter, glänzender Karton erwärmt sich anders als ein poröses, unbeschichtetes Papier.
Berücksichtigen Sie immer Ihr Substrat. Wenn Sie ein hitzeempfindliches Material wie bestimmte Arten von Fotopapier oder synthetische Stoffe laminieren, müssen Sie die niedrigstmögliche Temperatur verwenden, die dennoch eine gute Verbindung erzielt.
Die Rolle des Drucks
Druck sorgt dafür, dass der geschmolzene Klebstoff das Substrat vollständig durchdringt, um eine starke, blasenfreie Verbindung zu gewährleisten. Die meisten für die Laminierung verwendeten Heißpressen erfordern einen festen, gleichmäßigen Druck.
Wenn Ihre Temperatur etwas zu niedrig ist, kann manchmal eine geringfügige Erhöhung des Drucks oder der Zeit dies ausgleichen. Übermäßiger Druck kann jedoch dazu führen, dass der Klebstoff an den Seiten herausgedrückt wird, ein Phänomen, das als "Auslaufen" bekannt ist.
Verweilzeit
Die Verweilzeit ist die Dauer, in der Wärme und Druck angewendet werden. Dickere Folien und dichtere Substrate erfordern eine längere Verweilzeit, damit die Wärme vollständig eindringen und den Klebstoff aktivieren kann. Dies liegt oft im Bereich von 15 bis 30 Sekunden, variiert jedoch je nach Maschine und Material.
Die Fallstricke und häufigsten Fehler verstehen
Falsche Einstellungen können Ihr Projekt ruinieren. Das Erkennen der Anzeichen einer falschen Temperatur ist entscheidend für Anpassungen.
Anzeichen von zu viel Hitze
Übermäßige Hitze ist der häufigste Fehler. Sie schmilzt nicht nur den Klebstoff, sondern auch die Polyesterfolie selbst, was zu mehreren verräterischen Anzeichen führt:
- Wellen oder Verziehen: Das Substrat und die Folie wellen sich oder sehen wellig aus.
- Blasenbildung: Kleine Lufteinschlüsse erscheinen, was darauf hindeutet, dass der Klebstoff oder die Folie gekocht hat.
- "Orangenhaut"-Textur: Die Oberfläche des Laminats sieht holprig und uneben aus, anstatt perfekt glatt zu sein.
- Exzessives Auslaufen: Eine erhebliche Menge geschmolzenen Klebstoffs tritt an den Rändern aus.
Anzeichen von zu wenig Hitze
Unzureichende Hitze verhindert, dass der Klebstoff richtig schmilzt, was zu einer schwachen oder unvollständigen Verbindung führt.
- Trübung oder "Silberung": Das laminierte Objekt sieht trüb aus oder weist silbrige, trübe Flecken auf. Dies ist ein klares Zeichen dafür, dass der Klebstoff nicht vollständig geschmolzen und gebunden ist.
- Abblättern oder Delaminierung: Die Folie kann leicht vom Substrat abgezogen werden, insbesondere an den Ecken.
- Schlechte Haftung: Die Verbindung fühlt sich schwach und unsicher an, und das Objekt weist nicht die gewünschte Steifigkeit auf.
Die Kardinalregel: Immer zuerst testen
Laminieren Sie niemals Ihr endgültiges, unersetzliches Stück, ohne zuvor Ihre Einstellungen getestet zu haben. Verwenden Sie ein Reststück des exakt gleichen Substrats und ein kleines Stück der Laminierfolie. Dieser kleine Schritt erspart Ihnen kostspielige und frustrierende Fehler.
So wenden Sie dies auf Ihr Projekt an
Verwenden Sie diese Richtlinien als Ausgangspunkt und passen Sie sie basierend auf den Ergebnissen Ihres Testlaufs an.
- Wenn Ihr Hauptaugenmerk auf Standarddokumenten (3 mil Folie) liegt: Starten Sie Ihre Presse bei 104°C (220°F) mit festem Druck für 20 Sekunden. Wenn Sie Trübungen feststellen, erhöhen Sie die Temperatur um 5 Grad.
- Wenn Ihr Hauptaugenmerk auf strapazierfähigen Speisekarten oder Ausweisen (5 mil Folie) liegt: Beginnen Sie bei 110°C (230°F) mit festem Druck für 25-30 Sekunden. Diese Dicke benötigt mehr Hitze und Zeit, um vollständig zu haften.
- Wenn Ihr Hauptaugenmerk auf starren Beschilderungen (10 mil Folie) liegt: Stellen Sie Ihre Anfangstemperatur auf 115°C (240°F) mit festem Druck für mindestens 30 Sekunden ein. Prüfen Sie auf vollständige Klarheit und ein starres Endprodukt.
- Wenn Sie hitzeempfindliche Materialien laminieren: Verwenden Sie die niedrigstmögliche Temperatureinstellung, etwa 99°C (210°F), und gleichen Sie dies mit einer etwas längeren Verweilzeit aus. Priorisieren Sie den Schutz Ihres Originals gegenüber einer perfekten Verbindung beim ersten Versuch.
Letztendlich ist die Beherrschung der Laminierung ein Prozess des Testens und Verfeinerns, um die perfekten Einstellungen für Ihre spezifische Kombination aus Maschine, Folie und Material zu finden.
Zusammenfassungstabelle:
| Folienstärke (mil) | Empfohlene Starttemperatur | Häufiger Anwendungsfall |
|---|---|---|
| 1,5 - 3 mil | 99°C - 107°C (210°F - 225°F) | Standarddokumente |
| 5 - 10 mil | 107°C - 115°C (225°F - 240°F) | Strapazierfähige Speisekarten, Ausweise, Beschilderungen |
Erzielen Sie jedes Mal eine perfekte, blasenfreie Laminierung. Die richtige Ausrüstung ist der Schlüssel zur Beherrschung von Temperatur, Druck und Zeit. KINTEK ist spezialisiert auf zuverlässige Laborgeräte und Verbrauchsmaterialien und erfüllt alle Ihre Labor- und professionellen Laminierungsbedürfnisse. Lassen Sie sich von unseren Experten bei der Auswahl der idealen Heißpresse für makellose Ergebnisse helfen. Kontaktieren Sie unser Team noch heute für eine persönliche Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressmaschine für Laminierung und Heizung
- Automatische Vakuum-Heißpresse mit Touchscreen
- Elektrische hydraulische Vakuum-Heizpresse für Laboratorien
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
Andere fragen auch
- Warum ist es notwendig, in einer Vakuum-Heißpresse eine Hochvakuumumgebung aufrechtzuerhalten? Optimierung der Cu-SiC-Sinterung
- Wie trägt ein Vakuum-Heißpress-Ofen zum Formgebungsprozess von UHMWPE/Nano-HAP-Verbundwerkstoffen bei?
- Welche Rolle spielt die Hochvakuumumgebung beim Sintern von Graphitfolien/Aluminium-Verbundwerkstoffen? Optimieren Sie Ihre Verbindung
- Was ist der Zweck der Umschmelzwärmebehandlung in einer Vakuum-Heißpresse für UHMWPE? Sicherstellung der oxidativen Stabilität
- Welche Rolle spielt mechanischer Druck beim Vakuumdiffusionsschweißen von Wolfram und Kupfer? Schlüssel zu einer festen Verbindung


















