Im Wesentlichen ist ein pharmazeutischer Reaktor ein hochkontrolliertes, ausgeklügeltes Gefäß, das für einen primären Zweck entwickelt wurde: chemische Reaktionen präzise zu steuern. Er ist nicht nur ein Behälter, sondern ein aktives Instrument, das Variablen wie Temperatur, Druck und Mischung manipuliert, um ein Zielmolekül zu synthetisieren, meist den aktiven pharmazeutischen Wirkstoff (API), der die therapeutische Substanz in einem Medikament ist. Durch die Bereitstellung dieser stabilen und vorhersagbaren Umgebung beschleunigen Reaktoren die Reaktionsgeschwindigkeit und stellen sicher, dass das Endprodukt sowohl rein als auch konsistent ist.
Die wahre Funktion eines pharmazeutischen Reaktors besteht darin, die immense Herausforderung der Skalierbarkeit und Wiederholbarkeit zu lösen. Er überbrückt die Lücke zwischen einer kleinen Labor-Entdeckung und einer groß angelegten, sicheren und konsistenten Herstellung und verwandelt einen chemischen Bauplan in ein zuverlässiges Medikament.

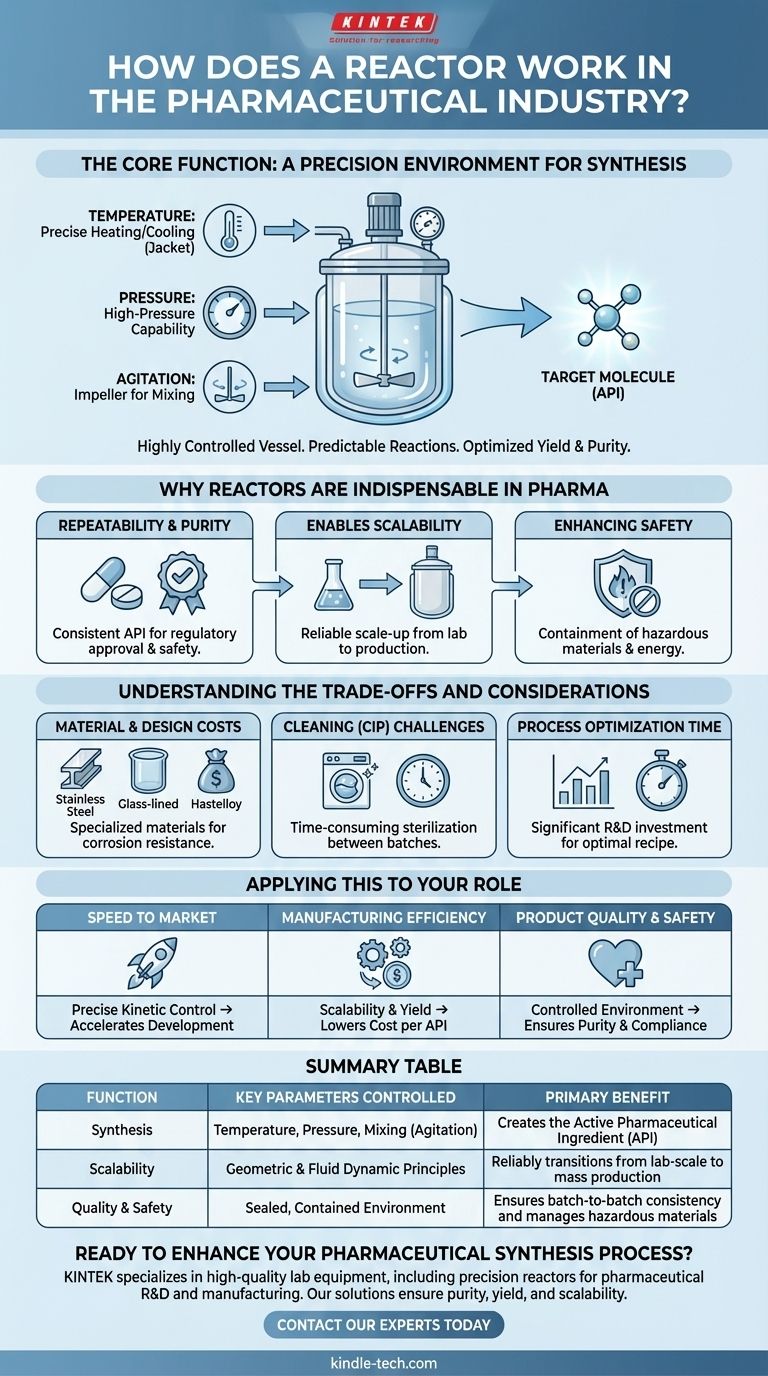
Die Kernfunktion: Eine Präzisionsumgebung für die Synthese
Ein Reaktor ist das operative Herzstück der chemischen Synthese in der pharmazeutischen Industrie. Sein gesamtes Design ist darauf ausgerichtet, eine ideale, wiederholbare Umgebung zu schaffen, in der sich Moleküle auf vorhersagbare Weise verbinden können.
Das Konzept eines kontrollierten Gefäßes
Im Kern enthält und steuert ein Reaktor eine chemische Reaktion. Im Gegensatz zu einem einfachen Becherglas im Labor ist er ein geschlossenes System, das es den Bedienern ermöglicht, die genauen Bedingungen im Inneren vorzugeben. Diese Kontrolle stellt sicher, dass die Reaktion das gewünschte Molekül (Ausbeute) mit minimalen unerwünschten Nebenprodukten (Reinheit) erzeugt.
Wichtige kontrollierte Parameter
Die „Magie“ eines Reaktors liegt in seiner Fähigkeit, mehrere wichtige physikalische Parameter präzise zu steuern, die jeweils entscheidend für die Steuerung einer chemischen Reaktion sind.
- Temperatur: Viele Reaktionen sind sehr empfindlich gegenüber Hitze. Das Mantelsystem eines Reaktors ermöglicht präzises Heizen oder Kühlen, wodurch sichergestellt wird, dass die Reaktion mit der optimalen Geschwindigkeit abläuft, ohne Zersetzung oder unerwünschte Nebenreaktionen zu verursachen.
- Druck: Wie das Referenzmaterial feststellt, erfordern einige Reaktionen hohen Druck, um Moleküle zusammenzudrücken und die Reaktionsgeschwindigkeit zu erhöhen. Ein Hochdruckreaktor ist so gebaut, dass er diese Kräfte sicher aufnehmen kann, wodurch die für die Synthese benötigte Zeit drastisch reduziert wird.
- Rühren (Mischen): Ein internes Rührwerk oder Rührer sorgt dafür, dass alle Reaktanten gleichmäßig verteilt sind. Richtiges Mischen verbessert die Wärmeübertragung und stellt sicher, dass Moleküle in Kontakt kommen, was zu einer effizienteren und vollständigeren Reaktion führt.
Warum Reaktoren in der Pharmabranche unverzichtbar sind
Der Übergang von der Entdeckung eines Arzneimittelmoleküls zur Herstellung von Millionen von Dosen ist mit wissenschaftlichen und technischen Herausforderungen verbunden. Der Reaktor ist das primäre Werkzeug, um diese Hürden zu überwinden.
Gewährleistung von Wiederholbarkeit und Reinheit
Jede einzelne Charge eines Medikaments muss chemisch identisch mit der vorherigen sein. Das präzise Steuerungssystem eines Reaktors garantiert, dass jedes Mal genau die gleichen Bedingungen angewendet werden, was zu einem konsistenten API führt. Diese Wiederholbarkeit ist eine nicht verhandelbare Anforderung für die behördliche Zulassung und die Patientensicherheit.
Ermöglichung der Skalierbarkeit
Eine Reaktion, die in einem 100-Milliliter-Kolben funktioniert, kann sich in einem 10.000-Liter-Gefäß völlig anders verhalten. Reaktoren sind nach geometrischen und fluiddynamischen Prinzipien konstruiert, die es Chemikern und Ingenieuren ermöglichen, einen Prozess vom Laborversuch bis zur vollständigen Produktion zuverlässig zu skalieren, ohne das Ergebnis der Reaktion grundlegend zu verändern.
Erhöhung der Sicherheit
Pharmazeutische Reaktionen können manchmal volatil sein, große Energiemengen freisetzen (exotherm) oder gefährliche Materialien beinhalten. Ein Reaktor ist ein Behälter, der diese Risiken bewältigen soll, indem er unkontrollierte Reaktionen verhindert und Bediener sowie die Umwelt schützt.
Verständnis der Kompromisse und Überlegungen
Obwohl Reaktoren unerlässlich sind, bringt ihre Implementierung und ihr Betrieb erhebliche strategische Entscheidungen und operative Herausforderungen mit sich.
Material- und Designkosten
Reaktoren sind keine Einheitslösung. Sie werden aus speziellen Materialien wie Edelstahl, emailliertem Stahl oder exotischen Legierungen wie Hastelloy hergestellt, je nach Korrosivität der beteiligten Chemikalien. Die Kosten dieser hochtechnisierten, spezialisierten Gefäße sind beträchtlich.
Die Herausforderung der Reinigung und Sterilisation
Zwischen den Chargen verschiedener Produkte muss ein Reaktor sorgfältig gereinigt werden, um Kreuzkontaminationen zu verhindern. Dieser Prozess, bekannt als Clean-In-Place (CIP), ist zeitaufwendig und ressourcenintensiv und macht einen erheblichen Teil der Betriebsstillstandszeiten einer Anlage aus.
Prozessoptimierungszeit
Das Finden des perfekten „Rezepts“ aus Temperatur, Druck und Rühren für ein neues Medikament ist ein wichtiger Teil der Prozessentwicklung. Diese Optimierungsphase erfordert erhebliche Investitionen in Zeit und Fachwissen, um Ausbeute und Reinheit zu maximieren, bevor die Produktion in großem Maßstab beginnen kann.
Anwendung auf Ihre Rolle
Das Verständnis der Funktion des Reaktors ermöglicht es Ihnen, seine Auswirkungen auf verschiedene Geschäfts- und wissenschaftliche Ziele besser einzuordnen.
- Wenn Ihr Hauptaugenmerk auf der Markteinführungsgeschwindigkeit liegt: Die Fähigkeit des Reaktors, eine präzise kinetische Kontrolle zu ermöglichen, beschleunigt direkt die Prozessentwicklung und -validierung und verkürzt den kritischen Pfad von klinischen Studien bis zur kommerziellen Markteinführung.
- Wenn Ihr Hauptaugenmerk auf der Fertigungseffizienz liegt: Der Reaktor ist der Schlüssel zu Skalierbarkeit und hoher Ausbeute, was die Kosten pro Kilogramm des API direkt senkt und die Gesamtrentabilität der Anlage verbessert.
- Wenn Ihr Hauptaugenmerk auf Produktqualität und -sicherheit liegt: Die kontrollierte Umgebung des Reaktors ist die ultimative Garantie für Produktreinheit und -konsistenz, was grundlegend für die Einhaltung gesetzlicher Vorschriften und das Wohlbefinden der Patienten ist.
Letztendlich ist der pharmazeutische Reaktor der leistungsstarke Motor, der das Versprechen der Chemie zuverlässig und sicher in die Realität der modernen Medizin umsetzt.
Zusammenfassungstabelle:
| Funktion | Kontrollierte Schlüsselparameter | Hauptvorteil |
|---|---|---|
| Synthese | Temperatur, Druck, Mischen (Rühren) | Erzeugt den aktiven pharmazeutischen Wirkstoff (API) |
| Skalierbarkeit | Geometrische & fluiddynamische Prinzipien | Zuverlässiger Übergang vom Labormaßstab zur Massenproduktion |
| Qualität & Sicherheit | Abgedichtete, geschlossene Umgebung | Gewährleistet Chargenkonsistenz und den Umgang mit gefährlichen Materialien |
Bereit, Ihren pharmazeutischen Syntheseprozess zu verbessern?
KINTEK ist spezialisiert auf hochwertige Laborausrüstung und Verbrauchsmaterialien, einschließlich Präzisionsreaktoren, die für die anspruchsvollen Anforderungen der pharmazeutischen Forschung und Entwicklung sowie der Herstellung entwickelt wurden. Unsere Lösungen helfen Ihnen, eine überlegene Kontrolle über Ihre Reaktionen zu erreichen und die Reinheit, Ausbeute und Skalierbarkeit zu gewährleisten, die erforderlich sind, um lebensrettende Medikamente effizient und sicher auf den Markt zu bringen.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie unsere Reaktortechnologie Ihren nächsten Durchbruch vorantreiben kann.
Visuelle Anleitung
Ähnliche Produkte
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Anpassbare Hochdruckreaktoren für fortschrittliche wissenschaftliche und industrielle Anwendungen
- Mini-Edelstahl-Hochdruck-Autoklavenreaktor für den Laboreinsatz
- Viskoser Hochdruckreaktor zur In-situ-Beobachtung
- Edelstahl-Hochdruck-Autoklav-Reaktor Labor-Druckreaktor
Andere fragen auch
- Warum ist Argon besser als Stickstoff für eine inerte Atmosphäre? Absolute Reaktivität & Stabilität gewährleisten
- Warum ist Pyrolyse teuer? Die hohen Kosten der fortschrittlichen Abfallumwandlung entschlüsselt
- Wie beeinflusst eine automatische Temperaturregelung hochreines Magnesium? Präzise thermische Stabilisierung
- Wie stellen Hochdruck- und Hochtemperaturreaktoren die effektive Behandlung von Lignocellulose-Abwasser in WAO sicher?
- Wie wirkt sich der anfängliche Sauerstoffdruck auf die Nassoxidation von pharmazeutischen Klärschlämmen aus? Beherrschen Sie Ihre Oxidationstiefe









