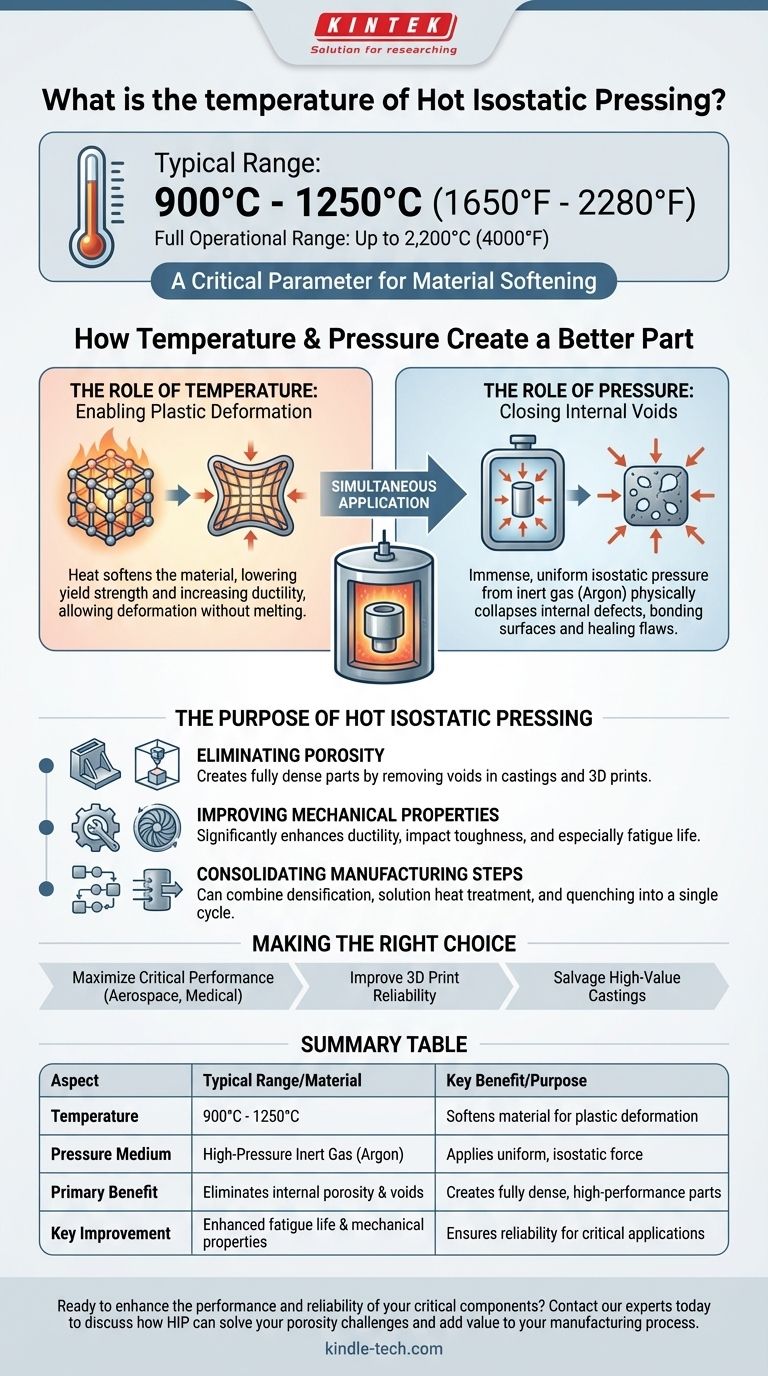
Die Temperatur des Heiß-Isostatischen Pressens (HIP) liegt für die meisten Metalle und Legierungen typischerweise zwischen 900°C und 1250°C (1650°F bis 2280°F), aber der volle Betriebsbereich ist viel größer. Abhängig vom spezifischen zu verarbeitenden Material können die Temperaturen nur wenige hundert Grad Celsius oder bis zu 2.200°C (4000°F) betragen. Die genaue Temperatur ist ein kritischer Parameter, der durch die Materialeigenschaften und das gewünschte Ergebnis bestimmt wird.
Obwohl es in der Frage um die Temperatur geht, ist das Kernprinzip von HIP die präzise und gleichzeitige Anwendung von hoher Temperatur und gleichmäßigem, isostatischem Druck. Wärme erweicht das Material, während Druck die Kraft liefert, um innere Defekte zu beseitigen und eine vollständig dichte und strukturell einwandfreie Komponente zu schaffen.

Wie Temperatur und Druck ein besseres Bauteil erzeugen
Heiß-Isostatisches Pressen ist nicht einfach eine Wärmebehandlung. Es ist ein thermomechanischer Prozess, der die innere Struktur eines Materials grundlegend verändert, indem er Defekte auf mikroskopischer Ebene heilt.
Die Rolle der Temperatur: Ermöglichung plastischer Verformung
Die Hauptfunktion der Wärme im HIP-Prozess besteht darin, die Streckgrenze des Materials zu senken und seine Duktilität zu erhöhen.
Wenn das Material erhitzt wird, wird es weich und plastischer, wodurch es sich unter Druck verformen und fließen kann, ohne zu schmelzen. Diese Plastizität ermöglicht es, innere Hohlräume und Poren zu schließen.
Die Rolle des Drucks: Schließen innerer Hohlräume
Während sich das Material in seinem erweichten Zustand befindet, wird Hochdruck-Inertgas – fast immer Argon – gleichmäßig aus allen Richtungen aufgebracht. Das bedeutet "isostatisch".
Dieser immense, gleichmäßige Druck kollabiert physikalisch innere Defekte wie Gasporosität, Schrumpfungshohlräume und die mikroskopisch kleinen Spalte zwischen Pulverpartikeln oder 3D-gedruckten Schichten. Die Kontaktflächen verbinden sich dann metallurgisch und heilen den Defekt dauerhaft.
Der Prozesszyklus: Eine kontrollierte Umgebung
Der gesamte HIP-Zyklus wird sorgfältig in einem speziellen Druckbehälter gesteuert. Teile werden geladen, der Behälter wird versiegelt und Inertgas wird eingeleitet.
Das System erhöht dann gleichzeitig Temperatur und Druck auf die vorgegebenen Sollwerte, hält sie für eine vorbestimmte Zeit, um eine vollständige Verdichtung zu gewährleisten, und führt schließlich eine kontrollierte Abkühl- und Druckentlastungsphase durch.
Der Zweck des Heiß-Isostatischen Pressens
Ingenieure und Hersteller verwenden HIP nicht nur, um Probleme zu beheben, sondern um Materialeigenschaften zu erzielen, die sonst unerreichbar wären. Es ist ein wertsteigernder Schritt für kritische Anwendungen.
Beseitigung von Porosität in Gussteilen und 3D-Drucken
Bei Bauteilen, die durch Gießen oder additive Fertigung (3D-Druck) hergestellt werden, ist Porosität ein inhärentes Risiko. Diese mikroskopisch kleinen Hohlräume wirken als Spannungskonzentratoren und Rissinitiierungsstellen.
HIP eliminiert diese Porosität effektiv und erzeugt ein vollständig dichtes Teil mit einer gleichmäßigen Mikrostruktur. Dies verbessert die Zuverlässigkeit und Leistung dramatisch.
Verbesserung der mechanischen Eigenschaften
Durch die Beseitigung innerer Defekte verbessert HIP die mechanischen Eigenschaften eines Teils erheblich.
Dazu gehören verbesserte Duktilität, Schlagzähigkeit und insbesondere die Ermüdungslebensdauer. Für Bauteile, die zyklischen Belastungen ausgesetzt sind, wie z.B. eine Turbinenscheibe eines Flugzeugtriebwerks, ist diese Verbesserung nicht nur vorteilhaft – sie ist für die Sicherheit unerlässlich.
Konsolidierung von Fertigungsschritten
Moderne HIP-Systeme können mehrere Prozesse in einem einzigen Zyklus kombinieren.
Ein Teil kann im HIP-Behälter verdichtet, lösungsgeglüht und schnell abgekühlt (abgeschreckt) werden. Diese Konsolidierung spart erhebliche Zeit, Energie und Handhabung und reduziert die gesamten Produktionskosten.
Die Kompromisse verstehen
Obwohl leistungsstark, ist HIP ein spezialisierter Prozess mit spezifischen Überlegungen. Es ist keine universelle Lösung für alle Fertigungsherausforderungen.
Hohe Kosten und Komplexität
HIP-Systeme stellen eine erhebliche Kapitalinvestition dar. Es handelt sich um komplexe Maschinen, die eine spezielle Infrastruktur, geschultes Personal und strenge Sicherheitsprotokolle erfordern, was den Prozess teurer macht als Standard-Wärmebehandlungen.
Prozesszeit und Durchsatz
Ein vollständiger HIP-Zyklus, einschließlich Erhitzen, Halten und Abkühlen, kann mehrere Stunden dauern. Dies macht es zu einem Batch-Prozess mit geringerem Durchsatz im Vergleich zu kontinuierlichen Fertigungsmethoden.
Teilegeometrie und Vorbereitung
Das Teil muss physisch in den Druckbehälter passen. Darüber hinaus müssen alle internen Hohlräume, die zur Oberfläche offen sind, vor der Verarbeitung versiegelt werden. Andernfalls würde das Hochdruckgas in den Hohlraum eindringen und das Kollabieren interner Hohlräume verhindern.
Die richtige Wahl für Ihr Ziel treffen
Die Entscheidung, ob HIP eingesetzt werden soll, hängt vollständig von den Leistungsanforderungen und dem Wert Ihrer Komponente ab.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Leistung kritischer Komponenten liegt: HIP ist ein wesentlicher Schritt für Hochstressanwendungen in der Luft- und Raumfahrt, Energieerzeugung und medizinischen Implantaten, bei denen Materialversagen keine Option ist.
- Wenn Ihr Hauptaugenmerk auf der Verbesserung der Zuverlässigkeit von metallischen 3D-gedruckten Teilen liegt: HIP gilt als Best Practice, wenn nicht sogar als Standard-Nachbearbeitungsschritt, um sicherzustellen, dass Teile die Dichte und Ermüdungsbeständigkeit von gewalzten Materialien erreichen.
- Wenn Ihr Hauptaugenmerk auf der Rettung hochwertiger Gussteile mit internen Defekten liegt: HIP ist eine hochwirksame Methode zum Schließen von Schrumpfungsporosität und zur Heilung interner Fehler, wodurch komplexe Teile gerettet werden, die sonst verschrottet würden.
Letztendlich befähigt Sie das Verständnis des Zusammenspiels von Temperatur und Druck, HIP nicht nur als Reparaturwerkzeug, sondern als strategischen Prozess zur Erzielung überlegener Materialeigenschaften zu nutzen.
Zusammenfassungstabelle:
| Aspekt | Typischer Bereich | Schlüsselmaterial | Zweck |
|---|---|---|---|
| Temperatur | 900°C - 1250°C (1650°F - 2280°F) | Metalle & Legierungen | Erweicht Material für plastische Verformung |
| Druckmedium | Hochdruck-Inertgas (Argon) | - | Übt gleichmäßige, isostatische Kraft aus |
| Hauptnutzen | Beseitigt innere Porosität & Hohlräume | Gussteile, 3D-Drucke | Erzeugt vollständig dichte, hochleistungsfähige Teile |
| Schlüsselverbesserung | Verbesserte Ermüdungslebensdauer & mechanische Eigenschaften | Luft- und Raumfahrt, Medizin | Gewährleistet Zuverlässigkeit für kritische Anwendungen |
Bereit, die Leistung und Zuverlässigkeit Ihrer kritischen Komponenten zu verbessern?
KINTEK ist spezialisiert auf fortschrittliche thermische Verarbeitungslösungen, einschließlich Heiß-Isostatischer Presssysteme (HIP) und Dienstleistungen. Unser Fachwissen im Bereich Laborausrüstung und Verbrauchsmaterialien hilft Ihnen, eine überlegene Materialdichte zu erzielen, Defekte in Gussteilen und 3D-gedruckten Teilen zu beseitigen und die Ermüdungslebensdauer und mechanischen Eigenschaften für anspruchsvolle Anwendungen in der Luft- und Raumfahrt, Medizin und Energieerzeugung erheblich zu verbessern.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie HIP Ihre Porositätsprobleme lösen und Ihrem Fertigungsprozess einen Mehrwert verleihen kann.
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Isostatische Pressformen für Labore
Andere fragen auch
- Wie lange dauert das Heiß-Isostatische Pressen? Die Variablen entschlüsseln, die die Zykluszeit steuern
- Wie hoch ist die Temperatur einer warmen isostatischen Presse? Erzielen Sie optimale Verdichtung für Ihre Materialien
- Wie verbessern Warm-Isostatische Pressen die Leistung von Trockenelektroden? Erhöhen Sie die Leitfähigkeit von ASSBs durch Wärme & Druck
- Warum sind Warm-Isostatische Pressen (WIP) für Festkörperbatterien notwendig? Erreichen Sie atomare Kontakte
- Was ist der Prozess des isostatischen Pressens? Erzielung gleichmäßiger Dichte und komplexer Formen

















