Beim Vakuumgießen gibt es keine einzelne Temperatur. Stattdessen beruht der Prozess auf einer Reihe von kontrollierten Temperaturen in verschiedenen Phasen, um ein hochwertiges Teil herzustellen. Am häufigsten finden die Schlüsselphasen des Vorwärmens der Form und des Aushärtens des Teils in einem Ofen statt, der auf 60°C bis 80°C (140°F bis 176°F) eingestellt ist, dies hängt jedoch stark vom jeweils verwendeten Material ab.
Die entscheidende Erkenntnis ist, dass die Temperatur beim Vakuumgießen keine einzelne Einstellung, sondern ein kontrolliertes thermisches Profil ist. Der Erfolg hängt von der Steuerung von drei verschiedenen Phasen ab – Vorwärmen der Form, Mischen des Harzes und Endaushärtung –, da jede Phase den Fluss, die Details und die endgültigen Eigenschaften Ihres Teils direkt beeinflusst.

Warum Temperatur mehr als nur eine Zahl ist
Die Temperatur beim Vakuumgießen als einen einzigen Wert zu betrachten, ist eine häufige Vereinfachung. In Wirklichkeit steuern Sie eine thermische Reise. Jede Phase hat einen bestimmten Zweck, der eine präzise Temperaturkontrolle für ein erfolgreiches Ergebnis erfordert.
Die drei kritischen Temperaturzonen
Der Prozess lässt sich am besten verstehen, wenn man ihn in seine drei thermischen Phasen unterteilt.
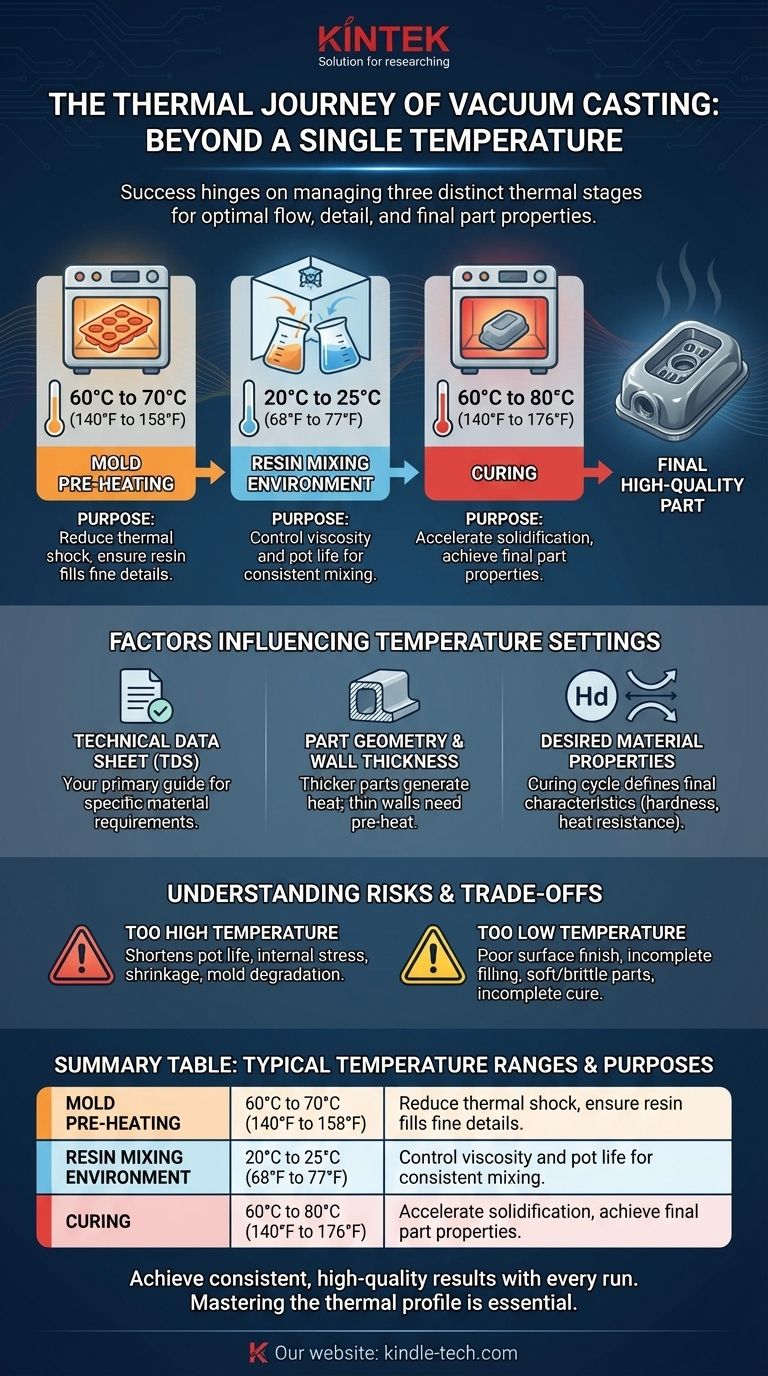
- Vorwärmen der Form: Vor dem Gießen wird die Silikonform in einem Ofen erwärmt. Dies geschieht typischerweise bei 60°C bis 70°C. Das Hauptziel ist es, den thermischen Schock auf das flüssige Harz beim Eingießen zu reduzieren, um sicherzustellen, dass es lange genug flüssig bleibt, um jedes komplizierte Detail der Formhöhle auszufüllen.
- Harz- und Mischumgebung: Die zweiteiligen Harze (typischerweise Polyurethane) werden bei einer kontrollierten Umgebungstemperatur gemischt, normalerweise Raumtemperatur (20°C bis 25°C). Konsistenz ist hier der Schlüssel, da die Temperatur die anfängliche Viskosität (Dicke) und Topfzeit (die Verarbeitungszeit, bevor es zu gelieren beginnt) des Materials erheblich beeinflusst.
- Aushärten: Nachdem das Harz unter Vakuum in die Form gegossen wurde, wird die gesamte Baugruppe zur Aushärtung wieder in einen Ofen gestellt. Diese Aushärtungstemperatur, oft zwischen 60°C und 80°C, beschleunigt die chemische Reaktion, wodurch sich das Teil innerhalb von Stunden statt Tagen verfestigt und seine endgültigen mechanischen Eigenschaften erreicht.
Analogie: Es ist wie beim Backen eines Kuchens
Stellen Sie sich den Prozess wie das Backen eines Hochleistungskuchens vor. Sie heizen den Ofen (die Form) vor, um ein gleichmäßiges Backen zu gewährleisten. Sie mischen Ihre Zutaten (das Harz) bei der richtigen Temperatur, um die perfekte Teigkonsistenz zu erhalten. Schließlich backen Sie ihn (härten das Teil aus) bei einer präzisen Temperatur für eine bestimmte Zeit, um sicherzustellen, dass er richtig fest wird.
Faktoren, die Ihre Temperatureinstellungen beeinflussen
Der Bereich von 60–80 °C ist eine allgemeine Richtlinie, aber die optimalen Temperaturen für Ihr Projekt hängen von mehreren kritischen Faktoren ab.
Das technische Datenblatt (TDS) ist Ihr Leitfaden
Das wichtigste Dokument ist das Technische Datenblatt (TDS) des Harzherstellers. Dieses Dokument gibt die empfohlenen Vorwärm- und Aushärtungstemperaturen und -zeiten für dieses spezifische Material an. Vom TDS abzuweichen ist ein Risiko.
Teilgeometrie und Wandstärke
Dickere Teile können durch die exotherme Reaktion beim Aushärten des Harzes erhebliche innere Wärme erzeugen. Dies kann eine etwas niedrigere Aushärtungstemperatur erfordern, um innere Spannungen oder Verzug zu vermeiden. Umgekehrt profitieren sehr dünnwandige Teile von einer ordnungsgemäß vorgewärmten Form, um sicherzustellen, dass das Harz in jede Struktur fließt, bevor es beginnt, dick zu werden.
Gewünschte Materialeigenschaften
Der Aushärtungszyklus – sowohl Temperatur als auch Dauer – beeinflusst direkt die endgültigen Eigenschaften des Teils. Wenn Sie die Härte, Hitzebeständigkeit oder Flexibilität maximieren müssen, ist die strikte Einhaltung des empfohlenen Aushärtungsprofils des Herstellers nicht verhandelbar.
Die Kompromisse und Risiken verstehen
Die Wahl der falschen Temperatur in einer beliebigen Phase birgt erhebliche Risiken und kann leicht zu einem fehlerhaften Teil führen.
Das Risiko einer zu hohen Temperatur
Das Erhitzen der Form oder das Aushärten des Teils bei einer zu hohen Temperatur kann eine Reihe von Problemen verursachen. Es verkürzt die Topfzeit des Harzes drastisch, wodurch es möglicherweise geliert, bevor es die Form gefüllt hat. Es kann auch zu inneren Spannungen, Schrumpfung und vorzeitiger Zersetzung der Silikonform selbst führen.
Das Risiko einer zu niedrigen Temperatur
Die Verwendung zu niedriger Temperaturen ist ebenso problematisch. Eine nicht ausreichend erhitzte Form führt dazu, dass das Harz bei Kontakt abkühlt und eindickt, was zu einer schlechten Oberflächengüte und einer unvollständigen Füllung feiner Details führt. Eine unzureichende Aushärtungstemperatur führt zu einer unvollständigen Aushärtung, wodurch das Teil weich, schwach oder spröde bleibt und nicht die auf dem Datenblatt angegebenen Eigenschaften aufweist.
Die versteckte Gefahr: Inkonsistenz
Die vielleicht größte Gefahr ist die Inkonsistenz. Ein stabiler, wiederholbarer thermischer Prozess ist die Grundlage für hochwertiges Vakuumgießen. Schwankungen der Umgebungstemperatur oder der Ofeneinstellungen führen von Teil zu Teil zu unvorhersehbaren Ergebnissen.
So bestimmen Sie die richtigen Temperaturen für Ihr Projekt
Verwenden Sie das Datenblatt des Materials als Ausgangspunkt und passen Sie es an Ihr spezifisches Ziel an.
- Wenn Ihr Hauptaugenmerk auf der Erfassung feiner Details liegt: Priorisieren Sie ein gründliches Vorwärmen der Form (z. B. 65–70 °C), um die niedrigstmögliche Harzviskosität während des Gießens zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf der Erzielung spezifischer mechanischer Eigenschaften liegt: Halten Sie sich strikt an die im Technischen Datenblatt des Materials angegebene Aushärtungstemperatur und -dauer.
- Wenn Ihr Hauptaugenmerk auf der Geschwindigkeit der schnellen Prototypenentwicklung liegt: Sie können den oberen Bereich des empfohlenen Aushärtungsbereichs verwenden, um den Prozess zu beschleunigen, sollten sich jedoch der möglichen Kompromisse bei inneren Spannungen bewusst sein.
Letztendlich verwandelt die Beherrschung der Temperaturkontrolle das Vakuumgießen von einer variablen Kunst in eine wiederholbare Wissenschaft.
Zusammenfassungstabelle:
| Phase | Typischer Temperaturbereich | Hauptzweck |
|---|---|---|
| Vorwärmen der Form | 60°C bis 70°C (140°F bis 158°F) | Reduziert thermischen Schock, stellt sicher, dass das Harz feine Details ausfüllt |
| Harzmischen | 20°C bis 25°C (68°F bis 77°F) | Kontrolliert Viskosität und Topfzeit für gleichmäßiges Mischen |
| Aushärten | 60°C bis 80°C (140°F bis 176°F) | Beschleunigt die Verfestigung, erreicht die endgültigen Teileigenschaften |
Erzielen Sie bei jedem Vakuumguss konstante, hochwertige Ergebnisse.
Die Beherrschung des thermischen Profils ist unerlässlich für die Herstellung von Teilen mit feinen Details und präzisen mechanischen Eigenschaften. KINTEK ist spezialisiert auf die Laborgeräte und Verbrauchsmaterialien, die diese Präzision unterstützen, von zuverlässigen Öfen für gleichmäßiges Erhitzen und Aushärten bis hin zu Materialien, die für Ihre spezifischen Prototyping- oder Produktionsanforderungen geeignet sind.
Lassen Sie uns Ihnen helfen, Ihren Prozess zu perfektionieren. Kontaktieren Sie noch heute unsere Experten, um Ihre Anforderungen an das Vakuumgießen zu besprechen und herauszufinden, wie unsere Lösungen die Effizienz und den Durchsatz Ihres Labors verbessern können.
Visuelle Anleitung