Kurz gesagt: Das Pressen bietet einen deutlichen Vorteil gegenüber dem Fallhämmern, da es kontinuierlichen, kontrollierten Druck anwendet. Im Gegensatz zum heftigen, schnellen Aufprall eines Fallhammers presst eine Schmiedepresse das Metall langsam zusammen, wodurch die Kraft tiefer und gleichmäßiger in das Werkstück eindringen kann. Dies führt zu einer überlegenen inneren Kornstruktur, besseren mechanischen Eigenschaften und der Fähigkeit, größere oder komplexere Komponenten mit höherer Präzision zu formen.
Der Kernunterschied liegt in Kontrolle gegenüber Geschwindigkeit. Das Pressen ist ein bewusster, kontrollierter Prozess, ideal für die Teileintegrität und komplexe Formen, während das Fallhämmern ein schneller, auf Aufprall basierender Prozess ist, der für Produktionsgeschwindigkeit und einfachere Formen optimiert ist.

Der grundlegende Unterschied: Quetschen vs. Schlagen
Um die Vorteile zu verstehen, müssen Sie zunächst den mechanischen Kernunterschied zwischen den beiden Prozessen erfassen. Sie formen Metall nicht auf die gleiche Weise.
Das kontinuierliche Quetschen beim Pressen
Eine hydraulische Schmiedepresse übt eine kontinuierliche, kontrollierte Kraft auf das Werkstück aus. Stellen Sie es sich so vor, als würden Sie langsam und kraftvoll eine Faust um einen Tonklumpen schließen.
Diese Methode ermöglicht eine schrittweise Verformung, wodurch die Kornstruktur des Materials Zeit hat, zu fließen und sich neu auszurichten. Die Kraft ist kein momentaner Aufprall, sondern ein anhaltender Druck, der sich durch das gesamte Volumen des Metalls arbeitet.
Der Hochgeschwindigkeitsaufprall beim Fallhämmern
Das Fallhämmern hingegen nutzt die kinetische Energie eines fallenden Hammers (oder eines motorisierten Hammers), um auf das Werkstück zu schlagen. Dies ist ein einziger, massiver Schlag mit hoher Geschwindigkeit.
Die Energie wird fast augenblicklich übertragen. Obwohl es effektiv für die Formung der Oberfläche und der oberflächennahen Bereiche ist, ist die Wirkung möglicherweise nicht so gleichmäßig oder dringt nicht so tief ein wie der langsame Druck einer Presse.
Wesentliche Vorteile durch kontrollierten Druck
Das Prinzip „Quetschen gegen Schlagen“ verschafft dem Pressen in bestimmten Anwendungen mehrere entscheidende Vorteile.
Tiefere, gleichmäßigere Verformung
Da die Kraft langsam aufgebracht wird, dringt sie vollständig in das Werkstück ein. Dies gewährleistet eine konsistente, verfeinerte Kornstruktur im gesamten Querschnitt des Bauteils, nicht nur nahe der Oberfläche.
Dies führt zu überlegenen und besser vorhersagbaren mechanischen Eigenschaften, wie Festigkeit und Ermüdungsbeständigkeit, was für Hochleistungsanwendungen von entscheidender Bedeutung ist.
Überlegene Prozesskontrolle
Hydraulikpressen bieten nahezu unendliche Kontrolle über den Prozess. Der Bediener kann die Umformgeschwindigkeit und die über den gesamten Hub aufgebrachte Kraft präzise steuern.
Diese Anpassungsfähigkeit ist unerlässlich beim Umgang mit empfindlichen Hochfestslegierungen (wie Titan oder auf Nickel basierenden Superlegierungen), die reißen oder schlechte Eigenschaften entwickeln können, wenn sie zu schnell verformt werden.
Erhöhte Werkzeugstandzeit
Die beim Schmieden verwendeten Werkzeuge sind enormen Belastungen ausgesetzt. Beim Fallhämmern erzeugt der wiederholte, heftige Aufprall erhebliche Schock- und thermische Ermüdung, wodurch die Werkzeuge schneller verschleißen.
Das Pressen wendet die Kraft ohne den Hochgeschwindigkeits-Schock an. Dieser sanftere Belastungszyklus reduziert den Werkzeugverschleiß erheblich und verlängert deren Lebensdauer, was die langfristigen Werkzeugkosten senkt.
Eignung für große Bauteile
Der große Hub und die anhaltende Kraft einer hydraulischen Presse machen sie zur idealen Wahl für die Herstellung sehr großer Schmiedestücke, wie Industrieturbinenwellen, Turbinenscheiben oder Strukturkomponenten für die Luft- und Raumfahrt. Ein Hammer kann einfach nicht genügend Energie in einem einzigen Schlag aufbringen, um ein solch massives Metallvolumen gleichmäßig zu verformen.
Die Kompromisse verstehen
Die Wahl des Pressens ist nicht ohne Überlegungen. Seine Vorteile bei Qualität und Kontrolle gehen auf Kosten anderer Faktoren.
Zykluszeit und Produktionsrate
Der Hauptkompromiss ist die Geschwindigkeit. Der bewusste, kontrollierte Hub einer Presse ist von Natur aus langsamer als die schnelle Abfolge von Schlägen eines Fallhammers.
Für die Massenproduktion kleinerer, einfacherer Teile, bei denen die Geschwindigkeit der dominierende Kostentreiber ist, ist das Fallhämmern fast immer die wirtschaftlichere Wahl.
Ausrüstungs- und Betriebskosten
Große hydraulische Pressen sind massive, komplexe und teure Maschinen. Ihre anfängliche Kapitalinvestition ist typischerweise viel höher als die eines Schmiedehammers.
Darüber hinaus kann ihre langsamere Zykluszeit zu höheren Betriebskosten pro Teil führen, da das Werkstück länger erhitzt und gehandhabt wird.
Wärmeverlust und Zunderbildung
Da der Pressvorgang langsamer ist, kommt das heiße Werkstück länger mit den kühleren Werkzeugen in Kontakt. Dies kann zu größerem Wärmeverlust und zur Bildung von Oberflächenzunder (Oxidation) führen.
Obwohl dies mit modernen Techniken beherrschbar ist, ist es ein Faktor, der kontrolliert werden muss, um die korrekten Endabmessungen und Oberflächengüte zu gewährleisten.
Die richtige Wahl für Ihre Anwendung treffen
Ihre Entscheidung sollte von den endgültigen Anforderungen des Bauteils geleitet werden.
- Wenn Ihr Hauptaugenmerk auf maximaler Materialintegrität und Leistung liegt: Wählen Sie das Pressen wegen seiner Fähigkeit, eine gleichmäßige und verfeinerte innere Kornstruktur zu erzeugen.
- Wenn Ihr Hauptaugenmerk auf der kostengünstigen Massenproduktion kleinerer Teile liegt: Das Fallhämmern ist aufgrund seiner schnellen Zykluszeiten wahrscheinlich die bessere Wahl.
- Wenn Ihr Hauptaugenmerk auf der Formung sehr großer Bauteile oder der Verarbeitung empfindlicher Legierungen liegt: Die Kontrolle und die tief eindringende Kraft des Pressens sind nicht verhandelbar.
Letztendlich geht es bei der Auswahl der richtigen Schmiedemethode darum, die Prozessfähigkeiten präzise auf Ihre Material- und Leistungsziele abzustimmen.
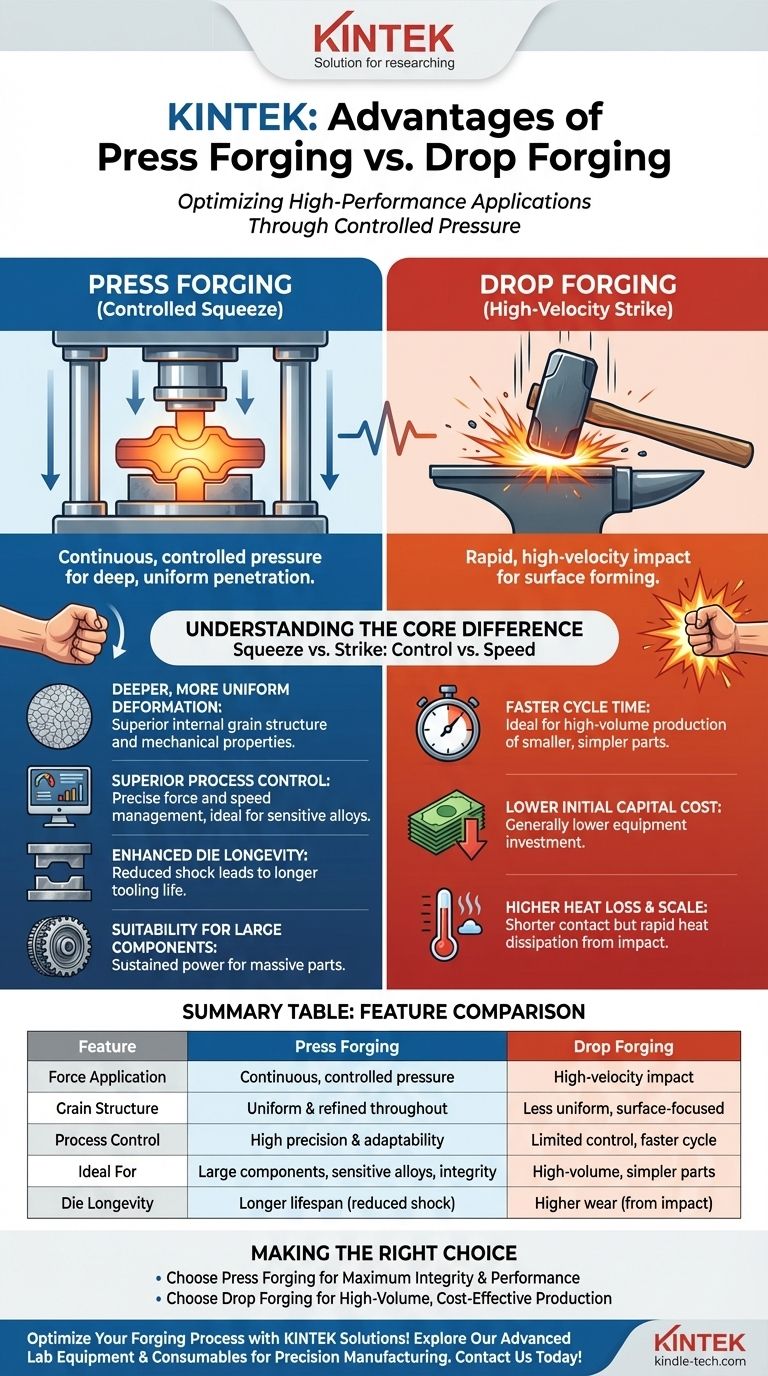
Zusammenfassungstabelle:
| Merkmal | Pressen | Fallhämmern |
|---|---|---|
| Kraftaufbringung | Kontinuierlicher, kontrollierter Druck | Hochgeschwindigkeitsaufprall |
| Kornstruktur | Gleichmäßig und im gesamten Bereich verfeinert | Weniger gleichmäßig, oberflächenorientiert |
| Prozesskontrolle | Hohe Präzision und Anpassungsfähigkeit | Begrenzte Kontrolle, schnellerer Zyklus |
| Ideal für | Große Bauteile, empfindliche Legierungen, hohe Integrität | Massenproduktion, einfachere Teile |
| Werkzeugstandzeit | Längere Lebensdauer durch reduzierte Schockbelastung | Höherer Verschleiß durch Aufprall |
Müssen Sie Ihren Schmiedeprozess für überlegene Teilequalität optimieren?
Bei KINTEK sind wir auf die Bereitstellung von fortschrittlichen Laborgeräten und Verbrauchsmaterialien spezialisiert, die die Präzisionsfertigung und Materialprüfung unterstützen. Ob Sie mit hochfesten Legierungen arbeiten oder Geräte für die Qualitätskontrolle im Schmieden benötigen, unsere Lösungen sind darauf ausgelegt, Ihre betriebliche Effizienz zu steigern und die Materialintegrität zu gewährleisten.
Lassen Sie sich von unseren Experten dabei helfen, die richtigen Werkzeuge für tiefere Verformung, bessere mechanische Eigenschaften und längere Werkzeugstandzeiten auszuwählen. Kontaktieren Sie uns noch heute, um Ihre spezifischen Anforderungen zu besprechen und herauszufinden, wie KINTEK Ihren Erfolg bei Hochleistungsschmiedeanwendungen unterstützen kann.
Visuelle Anleitung
Ähnliche Produkte
- Runde bidirektionale Pressform für das Labor
- Ringpressform für Laboranwendungen
- Anti-Cracking-Pressform für Laboranwendungen
- Assemble Square Lab Press Mold für Laboranwendungen
- Zylindrische Pressform für Laboranwendungen
Andere fragen auch
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität
- Was ist die Hauptfunktion des Pressens von LAGP-Pulvern? Hochleistungsfähige Festelektrolyte erzielen
- Welche Vorteile bietet die Verwendung von bidirektionalen Pressgraphitformen beim Vakuum-Heißpressen von Silber-Diamant-Verbundwerkstoffen?
- Warum werden Druckformen mit nicht leitenden Harz-Innenwänden für Batterietests benötigt? Gewährleistung der Datengenauigkeit

















