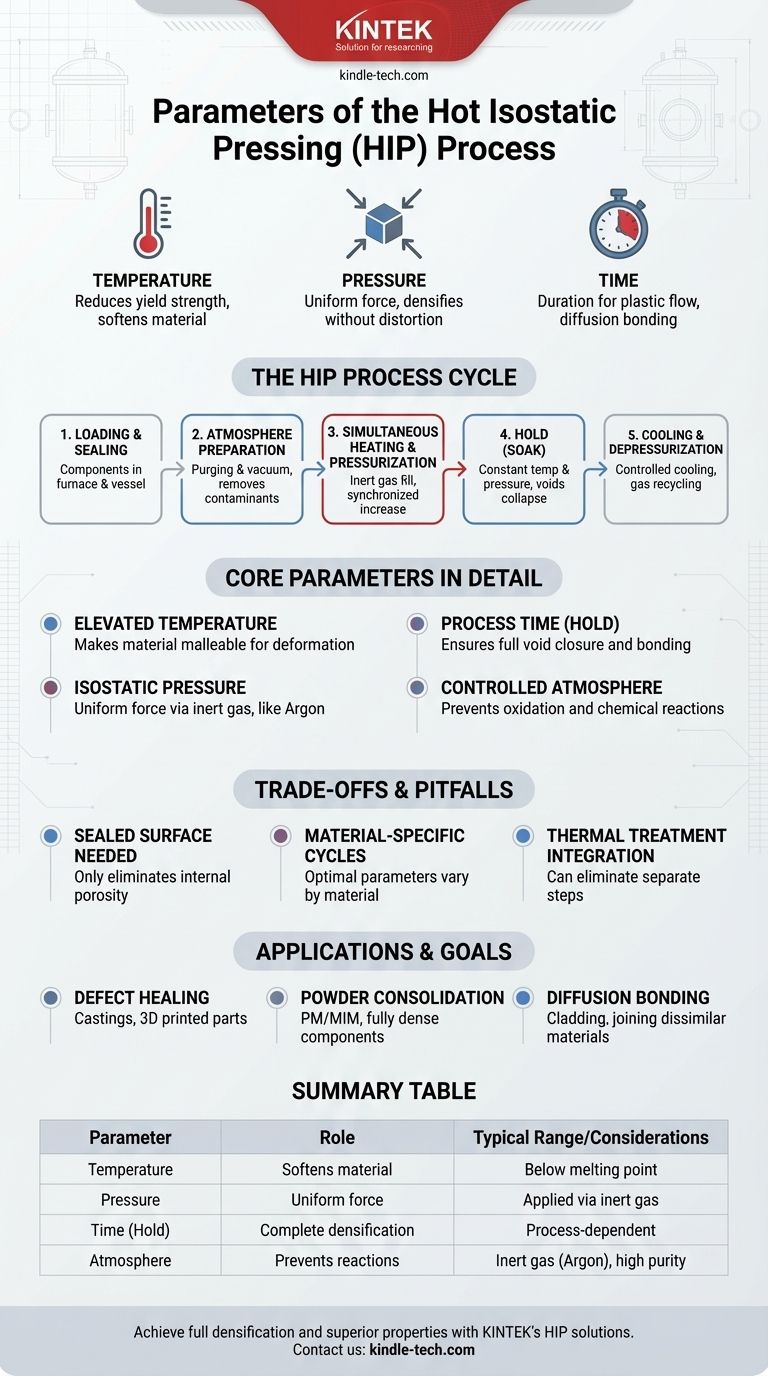
Im Kern wird der Heißisostatische Pressprozess (HIP) durch drei primäre Parameter bestimmt: Temperatur, Druck und Zeit. Diese Variablen werden in einer kontrollierten, inerten Atmosphäre angewendet, um interne Porosität zu eliminieren und die mechanischen Eigenschaften eines Bauteils zu verbessern. Der gesamte Zyklus wird präzise gesteuert, um eine vollständige Materialverdichtung zu erreichen, ohne die endgültige Form des Teils zu verzerren.
Die entscheidende Erkenntnis ist, dass HIP keine einfache Heiz- und Pressoperation ist. Es ist ein ausgeklügelter thermodynamischer Zyklus, bei dem die Temperatur das Material formbar macht und hochdruckinertgas als gleichmäßige Kraft wirkt, um innere Hohlräume zu kollabieren und ein vollständig dichtes, metallurgisch überlegenes Bauteil zu erzeugen.

Den HIP-Prozesszyklus dekonstruieren
Die Parameter von HIP werden innerhalb eines bestimmten, mehrstufigen Prozesses angewendet. Das Verständnis dieses Zyklus liefert den Kontext dafür, wie Temperatur, Druck und Zeit manipuliert werden, um das gewünschte Ergebnis zu erzielen.
Schritt 1: Beladen und Versiegeln
Bauteile werden in einen Ofen geladen, der dann in ein Hochdruck-Druckgefäß gestellt wird. Das Gefäß wird versiegelt, um ein geschlossenes System zu schaffen.
Schritt 2: Atmosphäre vorbereiten
Vor dem Erhitzen durchläuft die Kammer Spül- und Vakuumzyklen. Dieser kritische Schritt entfernt Feuchtigkeit, Luft und andere Verunreinigungen, die bei hohen Temperaturen mit dem Material reagieren könnten.
Schritt 3: Gleichzeitiges Erhitzen und Druckbeaufschlagen
Die Kammer wird mit einem hochreinen Inertgas, meist Argon, gefüllt, um chemische Reaktionen zu verhindern. Temperatur und Druck werden dann gleichzeitig gemäß einem sorgfältig programmierten Profil, das spezifisch für das Material und die Anwendung ist, erhöht.
Schritt 4: Halten (Einweichen)
Sobald die Zieltemperatur und der Zieldruck erreicht sind, werden sie für eine bestimmte Dauer konstant gehalten. Während dieser "Halte-" oder "Einweichzeit" kollabieren die inneren Hohlräume und Defekte des Materials und verschweißen.
Schritt 5: Abkühlen und Druckentlastung
Nach Ablauf der Haltezeit werden die Bauteile kontrolliert abgekühlt und der Druck abgelassen. Das Inertgas wird typischerweise aufgefangen, gereinigt und für die zukünftige Verwendung recycelt.
Die Kernparameter von HIP
Jeder Parameter spielt eine eigenständige und entscheidende Rolle für den Erfolg des Prozesses. Sie sind keine unabhängigen Variablen, sondern werden in Kombination ausgewählt, um ein spezifisches metallurgisches Ergebnis zu erzielen.
1. Erhöhte Temperatur
Die Hauptaufgabe der Temperatur besteht darin, die Streckgrenze des Materials zu reduzieren, wodurch es weich und formbar genug für plastische Verformungen wird. Die gewählte Temperatur liegt typischerweise unterhalb des Schmelzpunkts des Materials, ist aber hoch genug, um das Kollabieren innerer Hohlräume unter Druck zu ermöglichen.
2. Isostatischer Druck
Der Druck liefert die treibende Kraft für die Verdichtung. Der Begriff "isostatisch" ist entscheidend – er bedeutet, dass der Druck vom Gasmedium gleichmäßig aus allen Richtungen ausgeübt wird. Dies stellt sicher, dass das Teil verdichtet wird, ohne seine Nettoform zu ändern.
3. Prozesszeit (Halte-/Einweichzeit)
Die Zeit ist der dritte kritische Parameter. Das Bauteil wird lange genug bei der Zieltemperatur und dem Zieldruck gehalten, damit plastisches Fließen und Diffusionsbonden alle internen Porositäten vollständig schließen können. Kürzere Zeiten können Restporen hinterlassen, während übermäßig lange Zeiten unwirtschaftlich sein können.
4. Kontrollierte Atmosphäre
Die Verwendung eines Inertgases (wie Argon) ist ein grundlegender Prozessparameter. Es verhindert Oxidation und andere chemische Reaktionen, die die Materialeigenschaften bei erhöhten Temperaturen verschlechtern würden, und gewährleistet die Integrität der Chemie des Bauteils.
Die Kompromisse und Fallstricke verstehen
Obwohl hochwirksam, ist der HIP-Prozess keine Universallösung. Das Verständnis seiner betrieblichen Einschränkungen ist für eine erfolgreiche Implementierung unerlässlich.
Die Notwendigkeit einer versiegelten Oberfläche
HIP kann nur interne Porosität eliminieren. Wenn ein Defekt zur Oberfläche hin offen ist, füllt das Druckgas einfach den Hohlraum, und es entsteht kein Druckunterschied, um ihn zu schließen. Dies ist eine kritische Überlegung für Teile mit oberflächenverbundenen Rissen oder Porosität.
Materialspezifische Zyklen
Es gibt keinen einzigen Satz von HIP-Parametern. Die optimale Temperatur, der optimale Druck und die optimale Zeit hängen stark vom spezifischen zu verarbeitenden Material ab – sei es eine Titanlegierung, eine Nickel-Superlegierung oder eine Keramik. Jedes erfordert einen einzigartig entwickelten Zyklus.
Integration der Wärmebehandlung
Ein wesentlicher Vorteil von HIP ist, dass seine Betriebstemperaturen oft denen ähneln, die für Homogenisierungs- oder Lösungsglühbehandlungen verwendet werden. Der HIP-Zyklus kann manchmal so konzipiert werden, dass die Notwendigkeit eines separaten Wärmebehandlungsschritts entfällt, was Zeit und Kosten spart.
Die richtige Wahl für Ihr Ziel treffen
Die Auswahl der HIP-Parameter wird ausschließlich von der beabsichtigten Anwendung und dem beteiligten Materialsystem bestimmt.
- Wenn Ihr Hauptaugenmerk auf der Behebung von Defekten in Guss- oder 3D-gedruckten Teilen liegt: Die Parameter werden so gewählt, dass eine vollständige Hohlraumschließung erreicht wird, wodurch die Ermüdungslebensdauer und die mechanische Zuverlässigkeit drastisch erhöht werden.
- Wenn Ihr Hauptaugenmerk auf der Konsolidierung von Metallpulvern (PM/MIM) liegt: Der Zyklus ist darauf ausgelegt, einen porösen Pulverblock in ein vollständig dichtes, festes Bauteil mit Eigenschaften umzuwandeln, die denen von Schmiedematerial entsprechen.
- Wenn Ihr Hauptaugenmerk auf dem Diffusionsbonden oder Plattieren liegt: Die Parameter werden optimiert, um die atomare Diffusion über die Grenzfläche zweier unterschiedlicher Materialien zu fördern und eine robuste, festkörperartige Schweißverbindung zu erzeugen.
Letztendlich ist die Beherrschung des Zusammenspiels von Temperatur, Druck und Zeit der Schlüssel, um das volle Potenzial des HIP-Prozesses für Ihre Komponenten zu erschließen.
Zusammenfassungstabelle:
| Parameter | Rolle im HIP-Prozess | Typischer Bereich/Überlegungen |
|---|---|---|
| Temperatur | Erweicht Material für plastische Verformung | Unterhalb des Schmelzpunkts, materialspezifisch |
| Isostatischer Druck | Gleichmäßige Kraft zum Kollabieren innerer Hohlräume | Über Inertgas (z. B. Argon) angewendet |
| Zeit (Halten/Einweichen) | Dauer für vollständige Verdichtung | Gewährleistet vollständige Hohlraumschließung, prozessabhängig |
| Atmosphäre | Verhindert Oxidation und chemische Reaktionen | Inertgas (Argon), hohe Reinheit |
Bereit, volle Verdichtung und überlegene mechanische Eigenschaften für Ihre Komponenten zu erreichen?
Bei KINTEK sind wir darauf spezialisiert, fortschrittliche Laborgeräte und Verbrauchsmaterialien, einschließlich Heißisostatischer Presslösungen, bereitzustellen, um die präzisen Anforderungen von Laboren und Herstellern zu erfüllen. Egal, ob Sie mit Gussteilen, 3D-gedruckten Teilen oder Pulvermetallen arbeiten, unsere Expertise gewährleistet optimale HIP-Parameter für Ihr spezifisches Material und Ihre Anwendung.
Kontaktieren Sie uns noch heute, um zu besprechen, wie unsere Lösungen Ihre Materialleistung verbessern und Ihren Produktionsprozess optimieren können. Nehmen Sie über unser Kontaktformular Kontakt auf, um mit einem Experten zu sprechen!
Visuelle Anleitung
Ähnliche Produkte
- Viskoser Hochdruckreaktor zur In-situ-Beobachtung
- 10L Kühlkreislauf-Wasserbad Niedertemperatur-Konstanttemperatur-Reaktionsbad
- 10L Heiz-Kühl-Umwälzgerät Kühlwasserbad-Umwälzgerät für konstante Temperaturreaktion bei hohen und niedrigen Temperaturen
- Laborhydraulische Pelletpresse für XRF KBR FTIR Laboranwendungen
- 5L Heiz-Kühl-Umwälzthermostat für Hoch- und Tieftemperatur-Konstanttemperaturreaktion
Andere fragen auch
- Wie unterstützt ein Hochdruckreaktor die katalytische Hydrierung von 2,6-Dimethylnitrobenzol? Optimieren Sie Ihren Prozess
- Was ist der Hauptzweck eines Hochdruckreaktors bei der Graphen-Exfoliation? Effizienz & Qualität steigern
- Welche Rolle spielt ein Hochdruckreaktor bei der SHS? Präzise Synthese von Mangan-dotierten MAX-Phasen erreichen
- Wie erleichtert ein Hochdruckreaktor die reduktive Amidierung? Maximierung von Ausbeute und Geschwindigkeit bei Tandemreaktionen
- Was ist die Bedeutung der Verwendung eines Hochdruckreaktors für die Behandlung von Reishülsen? Steigerung der Furfuralausbeute & Geschwindigkeit


















