Im Kern ist ein Laborreaktor ein hochkontrolliertes und geschlossenes Gefäß, das für die Durchführung chemischer oder biologischer Prozesse im Forschungs- und Entwicklungsmaßstab konzipiert ist. Sein Hauptzweck ist es, eine sichere und präzise Umgebung zu schaffen, in der Wissenschaftler Variablen wie Temperatur, Druck und Mischung manipulieren können, um Reaktionen zu untersuchen, neue Materialien zu synthetisieren oder industrielle Prozesse zu optimieren. Er könnte beispielsweise für die Synthese einer neuen pharmazeutischen Verbindung unter hohem Druck oder für die Abscheidung eines Nanotechnologie-Films auf einer Oberfläche verwendet werden.
Der wahre Zweck eines Laborreaktors besteht nicht nur darin, eine Reaktion zu beherbergen, sondern ein chemisches Konzept in einen kontrollierbaren, wiederholbaren und verständlichen Prozess zu verwandeln. Er ist die Brücke zwischen einer theoretischen Formel auf einem Whiteboard und einer realisierbaren Anwendung in der Praxis.

Die grundlegende Rolle: Schaffung eines kontrollierten Universums
Der Wert eines Laborreaktors ergibt sich aus seiner Fähigkeit, eine Miniatur-, in sich geschlossene Umgebung zu schaffen, in der jeder kritische Parameter sorgfältig verwaltet und überwacht werden kann. Diese Kontrolle ermöglicht reproduzierbare Wissenschaft.
Eindämmung der Reaktion
Die grundlegendste Funktion eines Reaktors ist die sichere Eindämmung. Viele chemische Reaktionen sind flüchtig und beinhalten hohe Drücke, extreme Temperaturen oder gefährliche Materialien.
Ein Reaktor, ob aus Glas oder robusten Metalllegierungen, ist so konstruiert, dass er diesen Bedingungen standhält und sowohl den Forscher als auch die Integrität des Experiments schützt.
Präzise Steuerung von Variablen
Ein einfaches Becherglas ist ein Behälter; ein Reaktor ist ein Steuerungssystem. Er ermöglicht es Forschern, die Bedingungen der Reaktion präzise vorzugeben.
Dies umfasst die Temperaturkontrolle (über Heiz-/Kühlmäntel), das Druckmanagement (mittels geschlossener Systeme und Regler), die Mischgeschwindigkeit und die kontrollierte Zugabe von Reaktanten über die Zeit. Dieses Maß an Kontrolle ist in Standard-Laborglasgeräten nicht zu erreichen.
Ermöglichung der Datenerfassung und -analyse
Reaktoren sind für Beobachtung und Datenerfassung konzipiert. Sie verfügen oft über Anschlüsse für Sonden zur Echtzeitüberwachung von pH-Wert, Temperatur oder Druck.
Dies ermöglicht es Wissenschaftlern, den Fortschritt einer Reaktion zu verfolgen, ihre Kinetik (wie schnell sie abläuft) zu verstehen und die optimalen Bedingungen zur Maximierung von Ausbeute und Reinheit zu bestimmen.
Schlüsselanwendungen in verschiedenen wissenschaftlichen Disziplinen
Obwohl das Prinzip universell ist, variiert die spezifische Verwendung eines Laborreaktors stark je nach wissenschaftlichem Ziel.
Chemische Synthese
Dies ist die häufigste Anwendung. Chemiker verwenden Reaktoren, um neue Moleküle, Polymere oder Materialien durch die Kombination verschiedener chemischer Vorläufer unter spezifischen, kontrollierten Bedingungen herzustellen.
Prozessentwicklung und -optimierung
Bevor ein chemischer Prozess in einer großtechnischen Anlage implementiert werden kann, muss er im kleinen Maßstab perfektioniert werden. Laborreaktoren werden verwendet, um den effizientesten, sichersten und kostengünstigsten Weg zur Durchführung einer Reaktion zu finden.
Ingenieure testen verschiedene Temperaturen, Drücke und Katalysatorkonzentrationen, um ein "Rezept" zu entwickeln, das für die industrielle Produktion skaliert werden kann.
Nanotechnologie und Schichtabscheidung
Spezialisierte Reaktoren werden für die fortgeschrittene Materialwissenschaft eingesetzt. Zum Beispiel wird ein chemischer Gasphasenabscheidungsreaktor (CVD-Reaktor) verwendet, um ultrareine, hochleistungsfähige Dünnschichten herzustellen.
Bei diesem Prozess reagieren gasförmige Chemikalien in der Nähe eines beheizten Substrats (wie einer Siliziumscheibe) in einem Vakuum und lagern Schicht für Schicht ein festes Material ab, Atom für Atom.
Die Kompromisse verstehen
Ein Laborreaktor ist ein leistungsstarkes Werkzeug, aber es ist wichtig, seine Einschränkungen und die Überlegungen bei der Auswahl zu verstehen.
Maßstab vs. Datenqualität
Laborreaktoren sind für hochwertige Daten, nicht für hohe Volumenleistung gebaut. Ihr Zweck ist es, die präzisen Informationen zu generieren, die für Entdeckung und Skalierung erforderlich sind, nicht als Miniaturfabrik zu fungieren.
Materialverträglichkeit
Das Material des Reaktors ist eine kritische Wahl. Glasreaktoren bieten eine hervorragende Sichtbarkeit, sind aber in Bezug auf Druck und Temperatur begrenzt. Reaktoren aus Edelstahl oder Hastelloy können extremen Drücken und korrosiven Chemikalien standhalten, sind aber undurchsichtig. Das richtige Material muss gewählt werden, um Kontamination oder Reaktorausfall zu vermeiden.
Kosten und Komplexität
Einfache, manuell betriebene Glasreaktoren können relativ erschwinglich sein. Hochautomatisierte Systeme mit fortschrittlichen Sensoren, Softwaresteuerung und spezialisierten Fähigkeiten stellen jedoch eine erhebliche Investition in Bezug auf Kosten und Schulung dar.
Die richtige Wahl für Ihr Ziel treffen
Der ideale Laborreaktor wird ausschließlich durch Ihr Forschungsziel bestimmt.
- Wenn Ihr Hauptaugenmerk auf Grundlagenforschung und Synthese liegt: Ein vielseitiger Glasmantelreaktor mit guter Sichtbarkeit und breiter Temperaturkontrolle ist oft der beste Ausgangspunkt.
- Wenn Ihr Hauptaugenmerk auf der Prozessoptimierung für die Skalierung liegt: Ein hochautomatisiertes System mit präzisen Dosierpumpen und umfangreichen Datenaufzeichnungsfunktionen ist entscheidend für die Generierung zuverlässiger Industriedaten.
- Wenn Ihr Hauptaugenmerk auf Hochdruckchemie oder Katalyse liegt: Ein Hochdruckautoklav aus einer robusten Legierung wie Edelstahl oder Hastelloy ist für Sicherheit und Leistung unerlässlich.
- Wenn Ihr Hauptaugenmerk auf Materialwissenschaft und Dünnschichten liegt: Ein spezialisiertes System wie ein chemischer Gasphasenabscheidungsreaktor (CVD-Reaktor) ist speziell für diese Anwendung gebaut und liefert die besten Ergebnisse.
Letztendlich ermöglicht Ihnen die Auswahl des richtigen Laborreaktors, Ihre chemischen Erkenntnisse in zuverlässige und reproduzierbare Ergebnisse umzuwandeln.
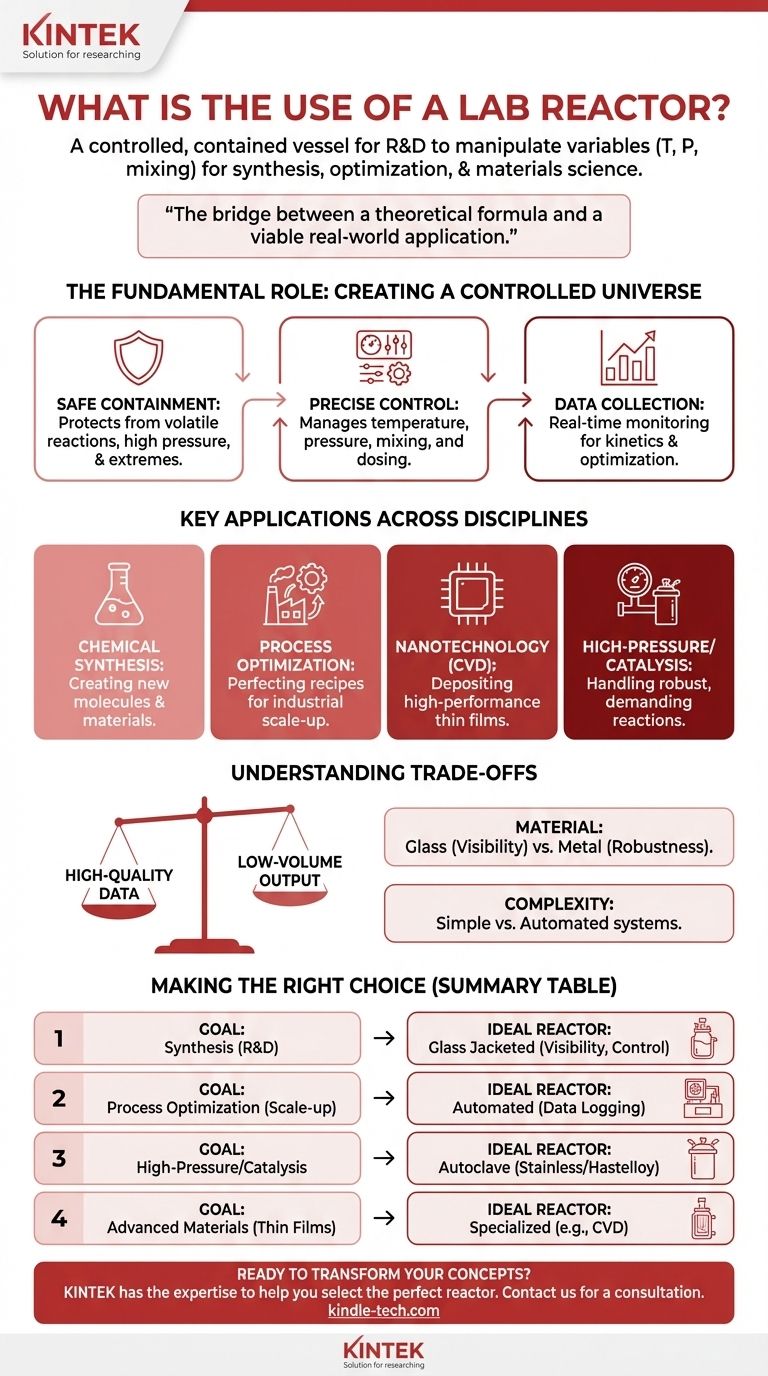
Zusammenfassungstabelle:
| Schlüsselfunktion | Primäre Anwendung | Idealer Reaktortyp |
|---|---|---|
| Sichere Eindämmung & Synthese | Chemische F&E, Neumolekülbildung | Glasmantelreaktor |
| Prozessoptimierung | Skalierung industrieller Prozesse | Automatisierter Reaktor mit Datenaufzeichnung |
| Hochdruck-/Katalysereaktionen | Katalyse, Hochdruckchemie | Hochdruckautoklav (z.B. Edelstahl) |
| Fortgeschrittene Materialwissenschaft | Dünnschichtabscheidung (z.B. Nanotech) | Spezialisiertes System (z.B. CVD-Reaktor) |
Bereit, Ihre chemischen Konzepte in kontrollierbare, wiederholbare Prozesse zu verwandeln?
Die Wahl des richtigen Laborreaktors ist entscheidend für zuverlässige und reproduzierbare Ergebnisse in Ihrer Forschung oder Entwicklung. Ob Sie neue Verbindungen synthetisieren, einen industriellen Prozess optimieren oder mit fortschrittlichen Materialien arbeiten, KINTEK verfügt über das Fachwissen und die Ausrüstung, um Ihre spezifischen Laboranforderungen zu erfüllen.
Lassen Sie sich von KINTEK, Ihrem vertrauenswürdigen Partner für Laborgeräte, bei der Auswahl des perfekten Reaktors unterstützen, um Ihre Entdeckungen zu fördern.
Kontaktieren Sie noch heute unsere Experten für eine persönliche Beratung und entdecken Sie, wie unsere Reaktoren die Lücke zwischen Ihren theoretischen Formeln und realisierbaren Anwendungen in der Praxis schließen können.
Visuelle Anleitung
Ähnliche Produkte
- Hochdruck-Laborautoklav-Reaktor für Hydrothermalsynthese
- Edelstahl-Hochdruck-Autoklav-Reaktor Labor-Druckreaktor
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Mini-Edelstahl-Hochdruck-Autoklavenreaktor für den Laboreinsatz
- Anpassbare Hochdruckreaktoren für fortschrittliche wissenschaftliche und industrielle Anwendungen
Andere fragen auch
- Welche Ausrüstung wird für die hydrothermale Synthese von Ga0.25Zn4.67S5.08 benötigt? Optimieren Sie Ihre Halbleiterproduktion
- Warum ist eine 24-stündige hydrothermale Behandlung in einem Autoklaven für BMO-Nanoschichten notwendig? Überlegene Photokatalyse freischalten
- Welche Funktion erfüllt ein Hochdruck-Laborautoklav bei der Vorbehandlung von Walnussschalen? Erhöhung der Biomasse-Reaktivität.
- Wie erleichtert ein Hydrothermalreaktor das Wachstum auf Kohlenstoffnanofasern? Optimieren Sie Ihre Materialsynthese
- Welche Bedingungen bieten Labor-Hochdruckreaktoren für HTC? Optimieren Sie Ihre Biokohle-Produktionsprozesse



















