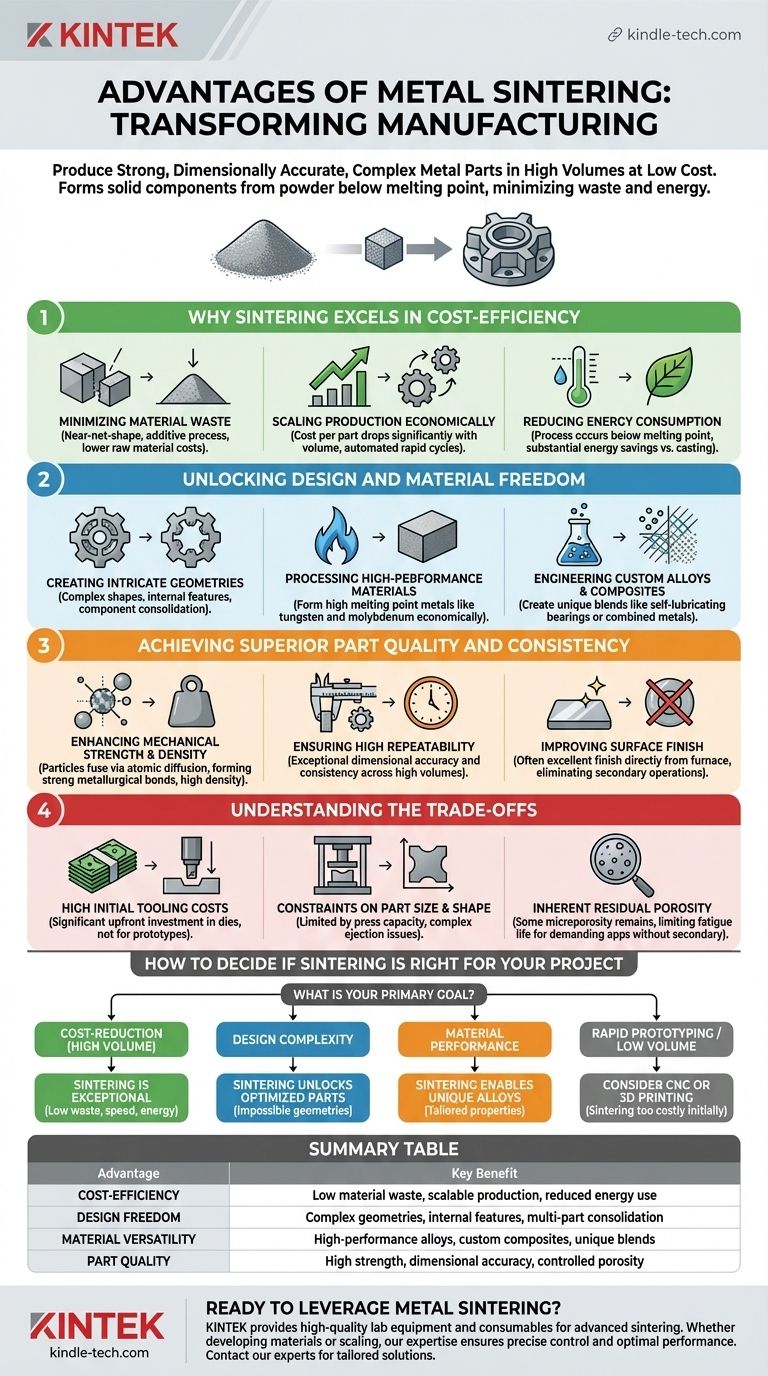
Der grundlegende Vorteil des Metallsinterns ist seine Fähigkeit, starke, maßgenaue und komplexe Metallteile in großen Mengen zu geringen Stückkosten herzustellen. Dies wird erreicht, indem feste Komponenten aus Metallpulver unterhalb des Schmelzpunkts des Materials gebildet werden, was den Materialabfall minimiert, den Energieverbrauch senkt und die Herstellung von Formen ermöglicht, die mit herkömmlichem Gießen oder Bearbeiten schwierig oder unmöglich zu erzielen wären.
Sintern ist nicht nur eine kostensparende Alternative; es ist ein transformativer Herstellungsprozess. Es befähigt Ingenieure, Teile basierend auf idealer Funktion und Form zu entwerfen, anstatt durch die Einschränkungen konventioneller subtraktiver oder Schmelztechniken eingeschränkt zu sein.

Warum Sintern in Bezug auf Kosteneffizienz überlegen ist
Für viele Projekte hängt die Entscheidung für das Sintern von seinen starken wirtschaftlichen Vorteilen ab, insbesondere wenn das Produktionsvolumen steigt.
Minimierung des Materialabfalls
Die traditionelle "subtraktive" Fertigung, wie z.B. die CNC-Bearbeitung, beginnt mit einem massiven Metallblock und schneidet Material ab, um die endgültige Form zu erzeugen. Dieser Prozess kann erhebliche, oft kostspielige Schrottmaterialien erzeugen.
Sintern ist ein "additiver" oder endkonturnaher Prozess. Es verwendet nur die Menge an Metallpulver, die zur Formung des Teils benötigt wird, wodurch der Abfall drastisch reduziert und die Rohstoffkosten gesenkt werden.
Wirtschaftliche Skalierung der Produktion
Obwohl eine anfängliche Investition in Werkzeuge und Formen erforderlich ist, sinken die Kosten pro Teil erheblich, wenn das Produktionsvolumen steigt.
Die automatisierte und hochgradig wiederholbare Natur des Prozesses ermöglicht schnelle Produktionszyklen, wodurch das Sintern für mittlere bis hohe Stückzahlen weitaus kostengünstiger ist als die Bearbeitung.
Reduzierung des Energieverbrauchs
Das Sintern erfolgt bei Temperaturen unterhalb des Schmelzpunkts des Materials.
Im Vergleich zum Gießen, das ein vollständiges Schmelzen des Metalls erfordert, stellt dies eine erhebliche Energieeinsparung dar, die sowohl zu niedrigeren Betriebskosten als auch zu einer umweltfreundlicheren Bilanz beiträgt.
Design- und Materialfreiheit freisetzen
Sintern beseitigt viele der Barrieren, die das Teiledesign bei anderen Fertigungsmethoden einschränken, und ermöglicht ein höheres Maß an Innovation.
Erstellung komplexer Geometrien
Der Prozess zeichnet sich durch die Herstellung von Teilen mit einem hohen Grad an Komplexität aus. Dazu gehören innere Hohlräume, Hinterschneidungen und nicht bearbeitbare Merkmale.
Dies ermöglicht die Konsolidierung mehrerer Komponenten zu einem einzigen, robusteren Sinterteil, wodurch die Montagezeit und potenzielle Fehlerquellen reduziert werden.
Verarbeitung von Hochleistungsmaterialien
Materialien mit extrem hohen Schmelzpunkten, wie Wolfram und Molybdän, sind notorisch schwierig und teuer im Gussverfahren zu verarbeiten.
Sintern bietet eine handhabbarere und kostengünstigere Methode, um diese Hochleistungsmaterialien zu funktionellen Komponenten zu formen.
Entwicklung kundenspezifischer Legierungen und Verbundwerkstoffe
Der Pulvermetallurgieprozess ermöglicht die Herstellung einzigartiger Materialmischungen, die durch Schmelzen nicht möglich sind.
Zum Beispiel kann Graphit beigemischt werden, um selbstschmierende Lager herzustellen, oder verschiedene Metalle wie Kupfer und Eisen können kombiniert werden, um ein spezifisches Gleichgewicht zwischen Festigkeit und Wärmeleitfähigkeit zu erreichen.
Erzielung überlegener Teilequalität und Konsistenz
Die hochkontrollierte Natur des Sinterprozesses führt direkt zu zuverlässigen, hochwertigen Komponenten.
Verbesserung der mechanischen Festigkeit und Dichte
Während des Sinterns verschmelzen Partikel durch atomare Diffusion miteinander und bilden starke metallurgische Bindungen, bekannt als Sinterhälse.
Dieser Prozess reduziert die Porosität des anfänglich verdichteten Pulvers erheblich, was zu einem dichten Teil mit ausgezeichneter mechanischer Festigkeit und Haltbarkeit führt. Fortschrittliche Techniken, wie das Vakuumsintern, können die Oxidation weiter verhindern und noch höhere Dichten erzielen.
Gewährleistung hoher Wiederholbarkeit
Da die Teile in derselben präzisen Form hergestellt werden, liefert das Sintern eine außergewöhnliche Maßgenauigkeit und Konsistenz vom ersten bis zum millionsten Teil. Dieser hohe Grad an Toleranzkontrolle ist entscheidend für Komponenten, die in komplexen Baugruppen verwendet werden.
Verbesserung der Oberflächengüte
Gesinterte Teile können oft direkt aus dem Ofen eine ausgezeichnete Oberflächengüte aufweisen, wodurch möglicherweise sekundäre Nachbearbeitungsvorgänge wie Schleifen oder Polieren entfallen, was Zeit und Kosten spart.
Kontrolle der Porosität durch Design
Während eine hohe Dichte oft das Ziel ist, bietet das Sintern die einzigartige Möglichkeit, den Grad der Porosität bewusst zu steuern. Dies ist wesentlich für Anwendungen wie Filter, die eine spezifische Durchflussrate erfordern, oder für ölgetränkte Lager, die auf Porosität zur Speicherung von Schmiermittel angewiesen sind.
Die Kompromisse verstehen
Kein Prozess ist perfekt. Um eine fundierte Entscheidung zu treffen, müssen Sie sich der Einschränkungen des Sinterns bewusst sein.
Hohe anfängliche Werkzeugkosten
Die gehärteten Stahlformen und Werkzeuge, die zum Pressen und Formen des Pulvers erforderlich sind, stellen eine erhebliche Vorabinvestition dar. Dies macht das Sintern für Einzelprototypen oder sehr geringe Produktionsmengen unwirtschaftlich.
Einschränkungen bei Teilegröße und -form
Die Größe der Komponente ist durch die Tonnagekapazität der Pressmaschine begrenzt. Darüber hinaus sind extrem komplexe Formen, die das Auswerfen des Teils aus der Form verhindern, möglicherweise nicht für das konventionelle Sintern geeignet.
Inhärente Restporosität
Obwohl stark reduziert, bleibt in einem gesinterten Teil fast immer ein gewisses Maß an Mikroporosität bestehen, es sei denn, es werden sekundäre Operationen (wie Heißisostatisches Pressen) durchgeführt. Für die anspruchsvollsten Anwendungen, bei denen die Ermüdungslebensdauer absolute Priorität hat, kann dies im Vergleich zu einem vollständig geschmiedeten oder gewalzten Teil ein limitierender Faktor sein.
Wie Sie entscheiden, ob Sintern für Ihr Projekt geeignet ist
Ihre Wahl des Herstellungsprozesses sollte von Ihrem Hauptziel bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf Kostensenkung bei hohem Volumen liegt: Sintern ist eine außergewöhnliche Wahl aufgrund seines geringen Materialabfalls, der Hochgeschwindigkeitsproduktion und des reduzierten Energieverbrauchs.
- Wenn Ihr Hauptaugenmerk auf Designkomplexität liegt: Sintern ermöglicht die Erstellung optimierter, leichter und multifunktionaler Teile mit Geometrien, die maschinell unmöglich zu bearbeiten sind.
- Wenn Ihr Hauptaugenmerk auf Materialleistung liegt: Sintern ermöglicht die Verwendung einzigartiger Legierungen, Verbundwerkstoffe und Metalle mit hohem Schmelzpunkt, um maßgeschneiderte Eigenschaften zu erzielen.
- Wenn Ihr Hauptaugenmerk auf Rapid Prototyping oder Kleinserienproduktion liegt: Sie sollten Methoden wie CNC-Bearbeitung oder Metall-3D-Druck in Betracht ziehen, da die hohen anfänglichen Werkzeugkosten des Sinterns nicht wirtschaftlich wären.
Letztendlich geht es bei der Wahl des Metallsinterns darum, ein besseres Design zu ermöglichen, indem die Einschränkungen der traditionellen Fertigung beseitigt werden.
Zusammenfassungstabelle:
| Vorteil | Hauptnutzen |
|---|---|
| Kosteneffizienz | Geringer Materialabfall, skalierbare Produktion, reduzierter Energieverbrauch |
| Designfreiheit | Komplexe Geometrien, interne Merkmale, Konsolidierung mehrerer Teile |
| Materialvielfalt | Hochleistungslegierungen, kundenspezifische Verbundwerkstoffe, einzigartige Mischungen |
| Teilequalität | Hohe Festigkeit, Maßgenauigkeit, kontrollierte Porosität |
Bereit, die Vorteile des Metallsinterns für Ihre Labor- oder Produktionsanforderungen zu nutzen? KINTEK ist spezialisiert auf die Bereitstellung hochwertiger Laborgeräte und Verbrauchsmaterialien, die für fortschrittliche Sinterprozesse unerlässlich sind. Egal, ob Sie neue Materialien entwickeln oder die Produktion skalieren, unser Fachwissen stellt sicher, dass Sie präzise Temperaturkontrolle, konsistente Ergebnisse und optimale Teileleistung erzielen. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihre Sinterprojekte mit zuverlässigen Lösungen unterstützen können, die auf Ihre Laboranforderungen zugeschnitten sind.
Visuelle Anleitung
Ähnliche Produkte
- Hochtemperatur-Muffelofen für Laborentbinderung und Vorsintern
- Funkenplasmagesinterter Ofen SPS-Ofen
- Vakuumwärmebehandlungs- und Sinterofen mit 9 MPa Luftdruck
- Kleine Vakuum-Wärmebehandlungs- und Wolframdraht-Sinteranlage
- Vakuum-Molybdän-Draht-Sinterofen zum Vakuumsintern
Andere fragen auch
- Welche Rolle spielt ein Hochtemperatur-Muffelofen bei der Synthese von mangan-/cobaltmodifizierten Keramikkatalysatoren?
- Welche Funktion erfüllt ein Hochtemperatur-Muffelofen bei der Synthese von Ti3AlC2 MAX-Phasen? Master-Diffusionsschmelze
- Welche Bedingungen bietet eine Muffelofen für die Speicherung von Energie aus Salzschmelzen? Experten-Simulation für CSP-Umgebungen
- Welche Rolle spielt ein Kalzinierofen bei der Herstellung von Hohlkern-Schalen-Partikeln? Perfekte Nanostrukturen erzielen
- Was ist die Hauptfunktion von Hochtemperatur-Muffel- oder Rohröfen für Keramikbeschichtungen? Gewährleistung maximaler Haltbarkeit


















