
Die versteckte Variable in der Metallurgie
Im Hochrisikobereich des Ingenieurwesens fixieren wir uns oft auf die sichtbaren Variablen: die Temperatur des Ofens, die Dauer des Zyklus und die Legierungsqualität.
Aber es gibt eine versteckte Variable, die über Erfolg oder Misserfolg des gesamten Prozesses entscheidet: Die Atmosphäre.
Wenn Sie ein Metallteil in einem herkömmlichen Ofen erhitzen, führen Sie im Grunde einen chemischen Krieg. Der Sauerstoff in der Luft greift die Oberfläche des erhitzten Metalls an. Die Konvektionsströme, die die Wärme erzeugen, führen zu Turbulenzen. Das Ergebnis ist oft ein Teil, das stark, aber vernarbt ist – verzundert, verfärbt und innerlich beansprucht.
Für die grundlegende Fertigung ist dies akzeptabel. Für kritische Anwendungen – Luft- und Raumfahrt, medizinische Geräte und hochpräzise Werkzeuge – ist es ein Risiko, das Sie sich nicht leisten können.
Die Vakuumofen-Wärmebehandlung ist die ingenieurtechnische Antwort auf dieses Chaos. Es ist eine Philosophie der Subtraktion. Indem wir die Luft entfernen, entfernen wir das Rauschen und lassen nur die reine Wechselwirkung zwischen Energie und Materie übrig.
Die Physik der Isolation
Der Hauptunterschied zwischen Vakuumverarbeitung und traditionellen Methoden liegt nicht in der Hitze selbst, sondern im Medium, durch das die Hitze übertragen wird.
In einem Standardofen bewegt sich Wärme durch Konvektion – heiße Luft bläst über das Metall. Das ist effektiv, aber ungleichmäßig. Es erzeugt Hotspots. Es fördert die Oxidation.
Ein Vakuumofen ändert die Spielregeln:
- Die Evakuierung: Bevor auch nur ein Grad Hitze zugeführt wird, entfernen leistungsstarke Pumpen die Atmosphäre und erzeugen ein nahezu perfektes Vakuum. Die reaktiven Agenzien – Sauerstoff, Stickstoff, Wasserdampf – sind verschwunden.
- Strahlungsreinheit: Da keine Luft zur Übertragung von Konvektionsströmen vorhanden ist, erfolgt die Wärmeübertragung ausschließlich durch Strahlung. Graphit- oder Keramikelemente strahlen thermische Energie direkt in das Werkstück.
- Gleichmäßigkeit: Da die Strahlung Sichtkontakt erfordert und hochgradig steuerbar ist, erwärmt sich das Teil gleichmäßig. Dünne Abschnitte und dicke Kerne erreichen gemeinsam das Gleichgewicht, wodurch der innere Tauziehen reduziert wird, der Verzug verursacht.
Das Problem der gewaltsamen Abkühlung
Die Gefahr endet nicht, wenn die Erwärmung aufhört. Die Abkühlphase, oder das Abschrecken, ist oft der Punkt, an dem Teile ruiniert werden.
Klassisches Abschrecken beinhaltet das Eintauchen glühenden Metalls in Öl oder Wasser. Es ist ein gewaltsamer thermischer Schock. Er fixiert die Härte, aber oft auf Kosten der Dimensionsstabilität. Teile verdrehen sich. Sie wölben sich. Sie verziehen sich.
Vakuumöfen ersetzen diese Gewalt durch Präzision. Anstelle eines Flüssigkeitsbades wird die Kammer mit Inertgasen (wie Argon oder Stickstoff) unter hohem Druck zurückbefüllt. Dies entzieht der Wärme mit kalibrierter Geschwindigkeit Wärme. Sie erhalten die metallurgische Umwandlung, die Sie benötigen, ohne traumatische Verformungen.
Die Kosten der Sicherheit
Wenn die Vakuumwärmebehandlung überlegen ist, warum wird sie nicht für alles verwendet?
Die Antwort liegt in der Psychologie der Kompromisse.
Die Vakuumverarbeitung ist die „Premium-Versicherung“ der Metallurgie. Die Ausrüstung ist hochentwickelt und kapitalintensiv. Die Zyklen dauern länger, da die Erzeugung eines Vakuums ein bewusster Prozess ist. Sie erfordert spezialisiertes betriebliches Know-how, um diese komplexen Systeme zu betreiben.
Betrachten Sie jedoch die Kosten der Alternative:
- Nachbearbeitung: Herkömmliche Teile müssen oft sandgestrahlt oder maschinell bearbeitet werden, um Zunder zu entfernen.
- Fehlerraten: Ein verzogenes Teil in einem Düsentriebwerk oder einem medizinischen Implantat ist keine Unannehmlichkeit; es ist eine Katastrophe.
Die Vakuumbehandlung tauscht Geschwindigkeit und niedrige Anfangskosten gegen Vorhersagbarkeit.
Wann man das Vakuum wählen sollte
Das Verständnis der Kompromisse hilft uns, die richtige ingenieurtechnische Entscheidung zu treffen. Sie brauchen keinen Vakuumofen, um eine Gartenschaufel zu härten. Sie brauchen ihn unbedingt, um eine Raketendüse zu löten.
Hier erfahren Sie, wie Sie die Notwendigkeit der Kontrolle einschätzen:
- Oberflächenintegrität: Wenn das Teil hell, sauber und zunderfrei ohne Reinigung herauskommen muss, ist Vakuum die einzige Wahl.
- Geometrie: Wenn das Teil Sacklöcher, dünne Wände oder komplexe Formen aufweist, verhindert die Strahlungserwärmung Verzug.
- Wiederholbarkeit: Wenn Teil Nr. 1 atomar identisch mit Teil Nr. 1.000 sein muss, ist die computergesteuerte Umgebung eines Vakuumofens unerlässlich.
Ein Vergleich der Ergebnisse
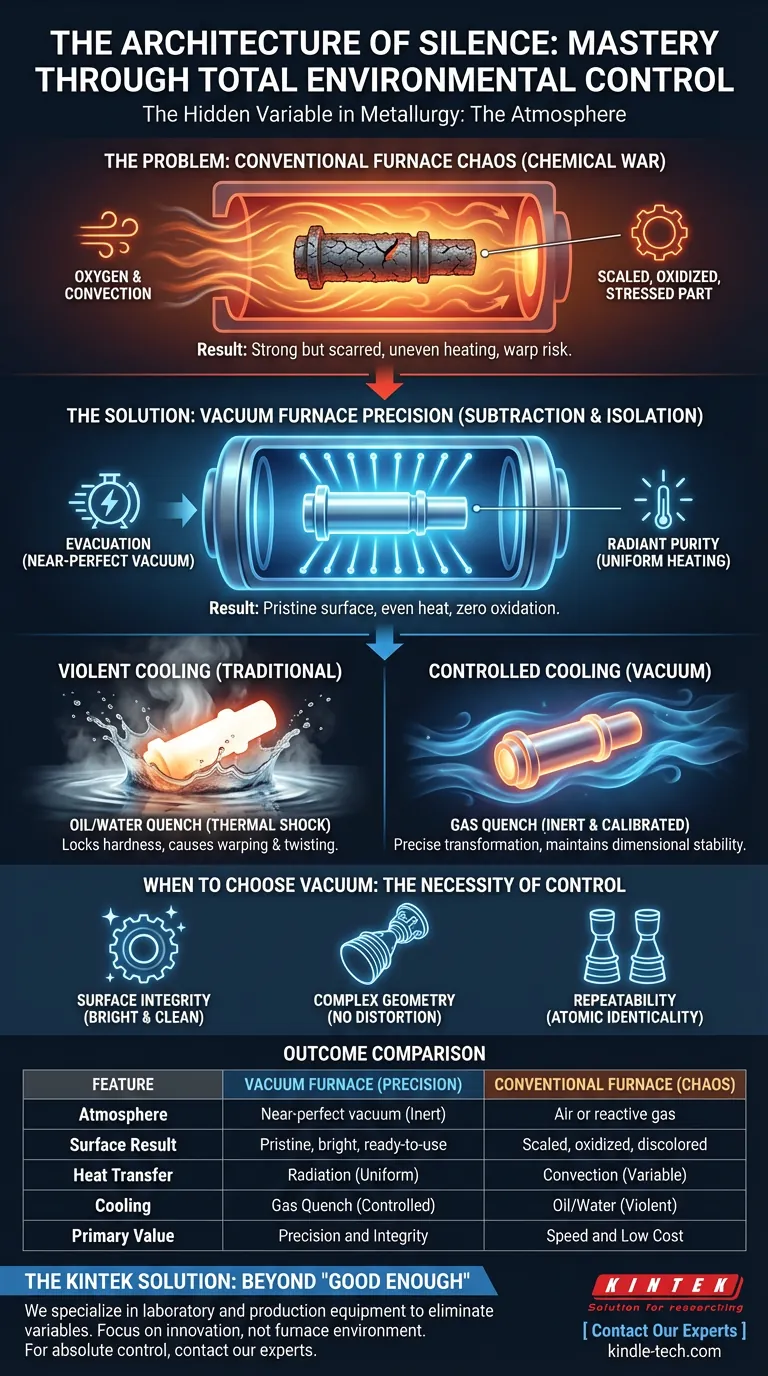
| Merkmal | Vakuumofen | Herkömmlicher Ofen |
|---|---|---|
| Atmosphäre | Nahezu perfektes Vakuum (Inert) | Luft oder reaktives Gas |
| Oberflächenergebnis | Makellos, hell, gebrauchsfertig | Verzundert, oxidiert, verfärbt |
| Wärmeübertragung | Strahlung (gleichmäßig) | Konvektion (variabel) |
| Abkühlung | Gasabschreckung (kontrolliert) | Öl/Wasser (gewaltsam) |
| Hauptwert | Präzision und Integrität | Geschwindigkeit und niedrige Kosten |
Die KINTEK-Lösung
An der Schnittstelle von Materialwissenschaft und Ausrüstungszuverlässigkeit finden Sie KINTEK.
Wir verstehen, dass für unsere Kunden „gut genug“ selten gut genug ist. Ob Sie Tieftemperaturglühen oder Hochtemperatursintern durchführen, die Integrität Ihrer Ausrüstung bestimmt die Integrität Ihrer Daten und Ihres Produkts.
KINTEK ist spezialisiert auf Labor- und Produktionsausrüstungen, die darauf ausgelegt sind, Variablen zu eliminieren. Wir bieten die Werkzeuge, mit denen Ingenieure aufhören können, sich über die Umgebung im Ofen Gedanken zu machen, und sich stattdessen auf die Innovation konzentrieren können, die daraus hervorgeht.
Wenn Ihr Prozess die absolute Kontrolle erfordert, die nur eine Vakuumumgebung bieten kann, helfen wir Ihnen gerne bei der Konfiguration der perfekten Lösung.
Kontaktieren Sie unsere Experten
Visuelle Anleitung
Ähnliche Produkte
- Graphit-Vakuumwärmebehandlungsanlage mit 2200 °C
- Molybdän-Vakuumwärmebehandlungsöfen
- Vakuumwärmebehandlungsöfen mit Keramikfaser-Auskleidung
- 600T Vakuum-Induktions-Heißpressofen zur Wärmebehandlung und Sinterung
- Vakuum-Wärmebehandlungs-Sinter-Hartlöt-Ofen
Ähnliche Artikel
- Leistungsoptimierung mit Graphit-Vakuumöfen: Ein umfassender Leitfaden
- Anwendung der Vakuum-Wärmebehandlungstechnologie
- Richtlinien für den Kauf von Vakuum-Wärmebehandlungsöfen
- Vakuum-Wärmebehandlungsofen: Funktionsprinzipien und Merkmale
- Enthüllung von Vakuum-Graphitöfen: Leistung, Anwendungen und Experteneinblicke



















