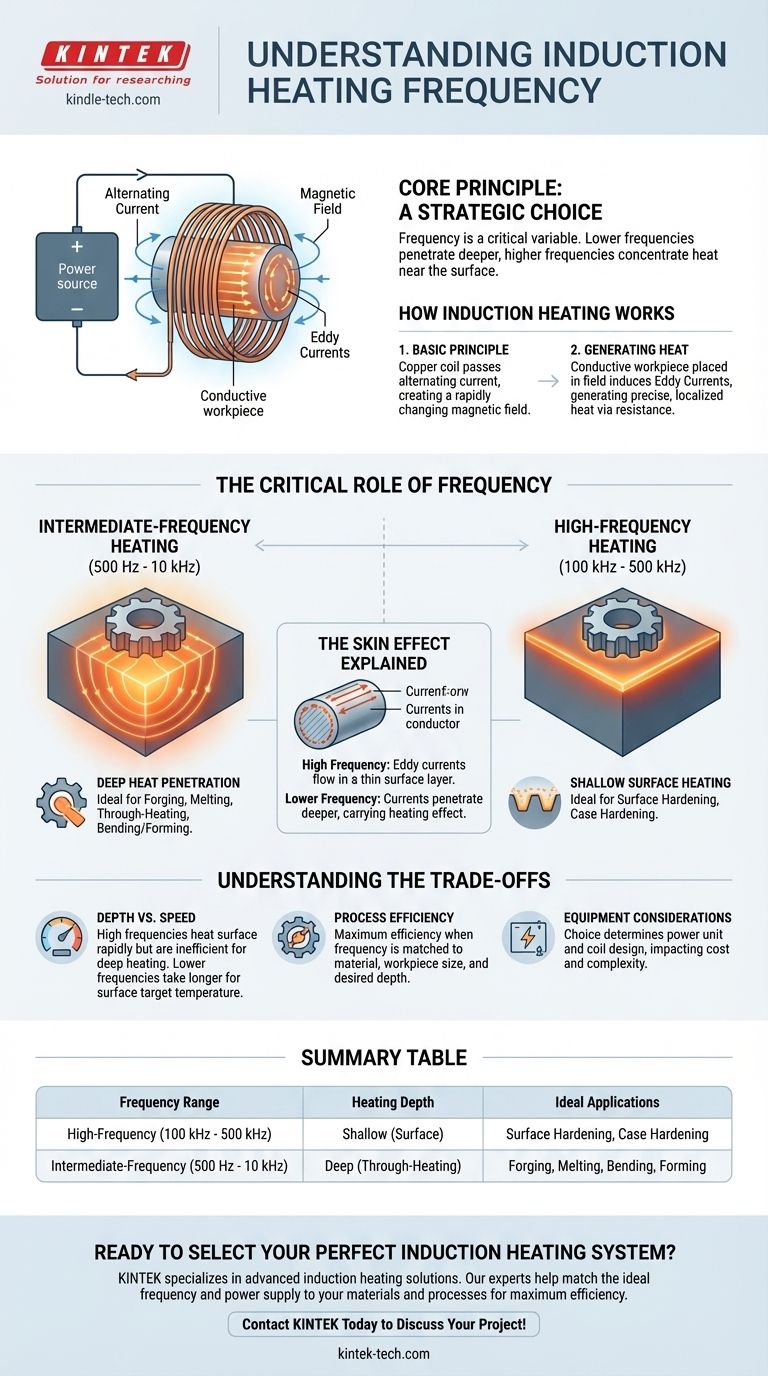
Bei der Induktionserwärmung gibt es keine einzelne Frequenz; stattdessen ist die Frequenz eine kritische Variable, die je nach Anwendung gewählt wird. Systeme werden typischerweise in Mittelfrequenzsysteme, die von 500 Hz bis 10 kHz reichen, und Hochfrequenzsysteme, die zwischen 100 kHz und 500 kHz arbeiten, eingeteilt. Die Auswahl einer bestimmten Frequenz steuert direkt die Tiefe des Wärmeeindringens in das Werkstück.
Das grundlegende Prinzip ist, dass die Frequenzwahl eine strategische Entscheidung ist. Niedrigere Frequenzen dringen tiefer in das Material ein, während höhere Frequenzen die Wärme nahe der Oberfläche konzentrieren. Diese Beziehung ist der Schlüssel zur Steuerung des Ergebnisses des Heizprozesses.

Wie Induktionserwärmung funktioniert
Das Grundprinzip
Ein Induktionsheizsystem verwendet eine Kupferspule, durch die ein Wechselstrom geleitet wird. Dieser Strom erzeugt ein sich schnell änderndes Magnetfeld um die Spule.
Wärmeerzeugung
Wenn ein leitfähiges Werkstück in dieses Magnetfeld gebracht wird, induziert das Feld elektrische Ströme, sogenannte Wirbelströme, im Inneren des Teils. Der Widerstand des Materials gegen den Fluss dieser Wirbelströme erzeugt präzise, lokalisierte Wärme ohne physischen Kontakt.
Die entscheidende Rolle der Frequenz
Hochfrequenzheizung (100 kHz - 500 kHz)
Hochfrequenzströme werden für Anwendungen verwendet, bei denen die Wärme sehr nahe an der Oberfläche des Teils erzeugt werden muss. Dies ist ideal für Prozesse wie die Oberflächenhärtung, bei der eine harte Außenschicht erforderlich ist, während der Kern des Materials duktil bleibt.
Mittelfrequenzheizung (500 Hz - 10 kHz)
Mittlere Frequenzen werden verwendet, wenn eine tiefere Wärmeeindringung erforderlich ist. Zu diesen Anwendungen gehören Schmieden, Schmelzen oder das Durcherwärmen eines Bauteils, bevor es gebogen oder geformt wird. Die niedrigere Frequenz ermöglicht es dem Magnetfeld, tiefer in das Material einzudringen und die Wärme gleichmäßiger über den gesamten Querschnitt zu erzeugen.
Der "Skin-Effekt" erklärt
Der Grund, warum die Frequenz die Heiztiefe steuert, ist ein Phänomen, das als Skin-Effekt bezeichnet wird. Bei höheren Frequenzen werden die induzierten Wirbelströme gezwungen, in einer dünnen Schicht auf der Oberfläche des Leiters zu fließen. Wenn die Frequenz gesenkt wird, können diese Ströme tiefer in das Bauteil eindringen und den Heizeffekt mit sich führen.
Die Kompromisse verstehen
Tiefe vs. Geschwindigkeit
Während hohe Frequenzen die Oberfläche sehr schnell erwärmen, sind sie ineffizient, um ein gesamtes Bauteil bis in den Kern zu erwärmen. Umgekehrt kann eine niedrigere Frequenz, die tief erwärmt, länger dauern, um die Oberfläche auf eine Zieltemperatur zu bringen, als ein Hochfrequenzsystem.
Prozesseffizienz
Maximale Effizienz wird erreicht, wenn die Frequenz richtig auf das Material, die Größe des Werkstücks und die gewünschte Heiztiefe abgestimmt ist. Die Verwendung der falschen Frequenz kann zu Energieverschwendung und inkonsistenten Ergebnissen führen, entweder durch unzureichende Tiefenheizung oder durch Überhitzung der Oberfläche.
Überlegungen zur Ausrüstung
Hochfrequenz- und Mittelfrequenz-Stromversorgungen sind unterschiedliche Technologien. Die Wahl der Frequenz bestimmt grundlegend den Typ der Leistungseinheit und das Spulendesign, die für das System erforderlich sind, was direkte Auswirkungen auf die Gerätekosten und die Komplexität hat.
Auswahl der richtigen Frequenz für Ihre Anwendung
Die Wahl der richtigen Frequenz ist entscheidend, um die gewünschten metallurgischen Eigenschaften in Ihrem Werkstück zu erzielen.
- Wenn Ihr Hauptaugenmerk auf der Oberflächenhärtung oder Einsatzhärtung liegt: Ein Hochfrequenzsystem (100 kHz+) ist die richtige Wahl, um die Energie auf der Oberfläche zu konzentrieren.
- Wenn Ihr Hauptaugenmerk auf dem Durcherwärmen zum Schmieden, Umformen oder Schmelzen liegt: Ein Mittelfrequenzsystem (unter 10 kHz) ist für eine tiefe und gleichmäßige Wärmeeindringung erforderlich.
- Wenn Sie mit kleinen Teilen arbeiten oder eine sehr flache Erwärmung benötigen: Sie müssen wahrscheinlich am oberen Ende des Frequenzspektrums arbeiten.
Letztendlich verwandelt das Verständnis der Frequenz die Induktionserwärmung von einem einfachen Prozess in ein präzise gesteuertes Fertigungswerkzeug.
Zusammenfassungstabelle:
| Frequenzbereich | Heiztiefe | Ideale Anwendungen |
|---|---|---|
| Hochfrequenz (100 kHz - 500 kHz) | Flach (Oberfläche) | Oberflächenhärtung, Einsatzhärtung |
| Mittelfrequenz (500 Hz - 10 kHz) | Tief (Durcherwärmung) | Schmieden, Schmelzen, Biegen, Umformen |
Bereit, das perfekte Induktionsheizsystem für Ihre Anwendung auszuwählen?
Die Wahl der richtigen Frequenz ist entscheidend für präzise Ergebnisse, egal ob Sie eine gehärtete Oberfläche oder ein gleichmäßig erwärmtes Bauteil benötigen. KINTEK ist spezialisiert auf die Bereitstellung von Laborgeräten und Verbrauchsmaterialien, einschließlich fortschrittlicher Induktionsheizlösungen, die auf Ihre spezifischen Bedürfnisse zugeschnitten sind.
Unsere Experten helfen Ihnen, die ideale Frequenz und Stromversorgung auf Ihre Materialien und Prozesse abzustimmen und so maximale Effizienz und konstante Leistung zu gewährleisten.
Kontaktieren Sie KINTEK noch heute, um Ihr Projekt zu besprechen und herauszufinden, wie unsere Induktionsheizsysteme die Fähigkeiten Ihres Labors verbessern können!
Visuelle Anleitung
Ähnliche Produkte
- 600T Vakuum-Induktions-Heißpressofen zur Wärmebehandlung und Sinterung
- Labormaßstabs Induktionsschmelzofen mit Vakuum
- Infrarotheizung Quantitative Flachpressform
- Mehrzonen-CVD-Röhrenofenmaschine für chemische Gasphasenabscheidung
- 10L Heiz-Kühl-Umwälzgerät Kühlwasserbad-Umwälzgerät für konstante Temperaturreaktion bei hohen und niedrigen Temperaturen
Andere fragen auch
- Was sind die Vorteile einer Vakuum-Heißpresse für W-50%Cu? Erreichen Sie 99,6 % Dichte bei niedrigeren Temperaturen
- Was sind die Vorteile der Verwendung eines Vakuum-Heißpress-Ofens zum Sintern von CNT/Cu-Verbundwerkstoffen? Überlegene Dichte & Bindung
- Welche Kernherausforderungen löst ein Vakuum-Heißpressen-Ofen? Erzielung einer überlegenen strukturellen Integrität von WCp/Cu FGM
- Welche Rolle spielt die Hochvakuumumgebung beim Sintern von Graphitfolien/Aluminium-Verbundwerkstoffen? Optimieren Sie Ihre Verbindung
- Warum ist ein hochpräzises Temperaturregelsystem in einer Vakuum-Heizpresse entscheidend? Perfekte Cu-Ti3SiC2-Synthese













