Im Kern ist die Wärmebehandlung ein kontrollierter Prozess des Erhitzens und Abkühlens eines Metalls, um dessen innere Kristallstruktur grundlegend zu verändern. Diese Manipulation ermöglicht es, seine mechanischen Eigenschaften zu ändern und sie durch Anpassung von Merkmalen wie Härte, Zähigkeit und Duktilität für einen bestimmten Zweck maßzuschneidern.
Bei der Wärmebehandlung geht es nicht darum, ein Metall universell „besser“ zu machen. Es ist ein strategischer Prozess, bei dem gezielte Kompromisse eingegangen werden, oft indem eine Eigenschaft (wie Weichheit) geopfert wird, um eine andere (wie Härte) zu gewinnen, um die präzisen Leistungsanforderungen einer Anwendung zu erfüllen.

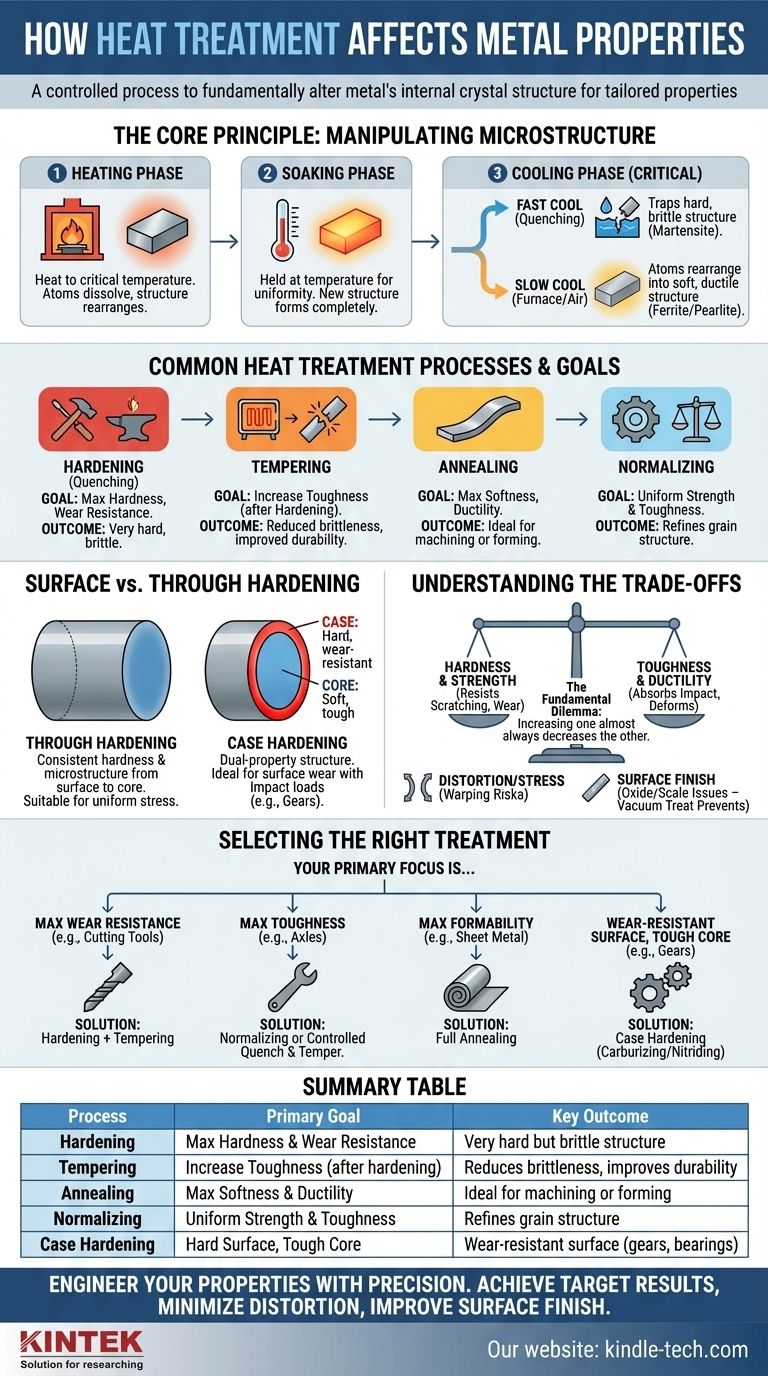
Das Kernprinzip: Manipulation der Mikrostruktur von Metallen
Die Wärmebehandlung funktioniert, indem sie die physikalische Anordnung und Größe der Kristalle oder „Körner“ innerhalb eines Metalls verändert. Stellen Sie es sich so vor, als würden die internen Bausteine des Metalls neu organisiert, um eine neue Struktur mit anderen Eigenschaften zu schaffen.
Die Heizphase
Der erste Schritt ist, das Metall auf eine bestimmte, kritische Temperatur zu erhitzen. Dies gibt den Atomen genügend Energie, um Elemente aufzulösen und sich in einer anderen Kristallstruktur neu anzuordnen, am häufigsten in einer Struktur, die bei Stählen als Austenit bekannt ist.
Die Haltephase
Sobald die Zieltemperatur erreicht ist, wird das Metall für eine bestimmte Zeit gehalten oder „gesättigt“. Dies stellt sicher, dass das gesamte Teil eine gleichmäßige Temperatur erreicht und dass sich die neue Kristallstruktur vollständig im gesamten Material gebildet hat.
Die Abkühlphase (Der kritische Schritt)
Die Geschwindigkeit, mit der das Metall von seiner Halte-Temperatur abgekühlt wird, ist der kritischste Faktor für die Bestimmung seiner endgültigen Eigenschaften. Die Abkühlgeschwindigkeit „fixiert“ eine bestimmte Mikrostruktur.
Eine schnelle Abkühlung (Abschrecken), oft in Wasser, Öl oder mit Druckluft, fixiert eine sehr harte und spröde Struktur, die als Martensit bezeichnet wird.
Eine langsame Abkühlung, wie das Abkühlen des Teils im Ofen oder an ruhender Luft, ermöglicht es den Atomen, sich zu weicheren, duktileren Strukturen wie Ferrit und Perlit neu anzuordnen.
Gängige Wärmebehandlungsprozesse & deren Ziele
Verschiedene Kombinationen von Erhitzen, Halten und Abkühlen werden verwendet, um spezifische Ergebnisse zu erzielen.
Härten (Abschrecken)
Dieser Prozess wird verwendet, um die Härte und Verschleißfestigkeit eines Metalls zu maximieren. Er beinhaltet das Erhitzen des Materials und anschließend dessen schnelles Abkühlen (Abschrecken). Das Ergebnis ist ein Teil, das sehr hart, aber auch spröde ist.
Anlassen
Das Anlassen wird fast immer nach dem Härten durchgeführt. Das spröde, gehärtete Teil wird auf eine niedrigere Temperatur wiedererhitzt, um innere Spannungen abzubauen und ein gewisses Maß an Zähigkeit wiederherzustellen. Dies macht das Teil haltbarer und weniger bruchanfällig, obwohl es seine Spitzenhärte leicht reduziert.
Glühen
Das Ziel des Glühens ist es, ein Metall so weich und duktil wie möglich zu machen. Dies wird erreicht, indem das Metall erhitzt und dann sehr langsam abgekühlt wird, oft indem es im ausgeschalteten Ofen belassen wird. Dies ist ideal für Teile, die umfangreich bearbeitet oder geformt werden müssen.
Normalisieren
Das Normalisieren beinhaltet das Erhitzen des Metalls und anschließendes Abkühlen an der Luft. Dies erzeugt eine gleichmäßigere und feinkörnigere Kristallstruktur als das Glühen, was zu einem Metall mit höherer Festigkeit und Zähigkeit führt. Es wird oft verwendet, um die Kornstruktur von geschmiedeten oder gegossenen Teilen zu verfeinern.
Durchhärtung vs. Oberflächenhärtung
Behandlungen können das gesamte Teil gleichmäßig beeinflussen oder sich auf dessen Oberfläche konzentrieren.
Durchhärtung
Bei diesem Verfahren wird der gesamte Querschnitt des Bauteils erhitzt und abgeschreckt, um eine gleichmäßige Härte und Mikrostruktur von der Oberfläche bis zum Kern zu erreichen. Dies ist für Teile geeignet, die einer gleichmäßigen Belastung ausgesetzt sind.
Einsatzhärten (Aufkohlen, Nitrieren)
Das Einsatzhärten erzeugt ein Bauteil mit zwei unterschiedlichen Zonen: einer extrem harten, verschleißfesten Außenschicht (dem „Rand“) und einem weicheren, zäheren inneren „Kern“. Dies wird erreicht, indem Elemente wie Kohlenstoff (Aufkohlen) oder Stickstoff (Nitrieren) bei hohen Temperaturen in die Oberfläche diffundiert werden. Diese duale Eigenschaftsstruktur ist perfekt für Komponenten wie Zahnräder und Lager, die Oberflächenverschleiß widerstehen müssen, während sie gleichzeitig Stoßbelastungen ohne Bruch standhalten.
Die Kompromisse verstehen
Die Wahl einer Wärmebehandlung ist immer eine Übung im Ausgleich konkurrierender Eigenschaften.
Das Dilemma Härte vs. Zähigkeit
Dies ist der grundlegendste Kompromiss in der Metallurgie. Wenn Sie die Härte und Festigkeit eines Metalls erhöhen, verringern Sie fast immer seine Zähigkeit und Duktilität. Ein sehr hartes Metall widersteht Kratzern und Verschleiß, kann aber beim Herunterfallen zerbrechen. Ein zäheres Metall absorbiert Aufprallenergie durch Verformung, verschleißt aber schneller.
Verzug und innere Spannung
Die schnellen Heiz- und Abkühlzyklen, die vielen Wärmebehandlungen eigen sind, können erhebliche innere Spannungen hervorrufen. Diese Spannungen können dazu führen, dass sich Teile verziehen, verformen oder sogar reißen, wenn sie nicht richtig gehandhabt werden.
Oberflächengüte und Verunreinigung
Das Erhitzen von Metall in Anwesenheit von Sauerstoff kann zur Bildung einer rauen, schuppigen Oxidschicht („Zunder“) auf der Oberfläche führen, die oft entfernt werden muss. Fortschrittliche Methoden wie die Vakuumwärmebehandlung verhindern dies, indem sie Teile in einer kontrollierten Umgebung verarbeiten, was zu einer sauberen, hellen Oberfläche führt und das Risiko von Verzug reduziert.
Die richtige Behandlung für Ihre Anwendung auswählen
Der optimale Prozess wird ausschließlich durch das Endziel für Ihre Komponente bestimmt.
- Wenn Ihr Hauptaugenmerk auf maximaler Verschleißfestigkeit liegt (z. B. Schneidwerkzeuge, Gesenke): Ihre beste Wahl ist ein Härteverfahren (Abschrecken), gefolgt von Anlassen, um Härte mit minimaler Zähigkeit auszugleichen.
- Wenn Ihr Hauptaugenmerk auf maximaler Zähigkeit und Schlagfestigkeit liegt (z. B. Achsen, Konstruktionsschrauben): Ein Normalisieren oder ein sorgfältig kontrolliertes Abschrecken und Anlassen, das auf Zähigkeit statt auf Spitzenhärte ausgelegt ist, ist der richtige Weg.
- Wenn Ihr Hauptaugenmerk auf maximaler Umformbarkeit für die Fertigung liegt (z. B. Blech für das Stanzen): Vollständiges Glühen ist der einzige Prozess, der die erforderliche Weichheit und Duktilität erreicht.
- Wenn Ihr Hauptaugenmerk auf einer verschleißfesten Oberfläche mit einem zähen Kern liegt (z. B. Zahnräder, Nockenwellen): Ein Einsatzhärteverfahren wie Aufkohlen oder Nitrieren ist die ideale Lösung.
Durch das Verständnis dieser grundlegenden Prinzipien können Sie die Leistung Ihrer Metallkomponenten gezielt auf jede betriebliche Anforderung abstimmen.
Zusammenfassungstabelle:
| Prozess | Primäres Ziel | Wichtigstes Ergebnis |
|---|---|---|
| Härten (Abschrecken) | Maximale Härte & Verschleißfestigkeit | Sehr harte, aber spröde Struktur |
| Anlassen | Erhöhung der Zähigkeit (nach dem Härten) | Reduziert Sprödigkeit, verbessert Haltbarkeit |
| Glühen | Maximale Weichheit & Duktilität | Ideal für die Bearbeitung oder Umformung |
| Normalisieren | Gleichmäßige Festigkeit & Zähigkeit | Verfeinert die Kornstruktur nach dem Schmieden/Gießen |
| Einsatzhärten | Harte Oberfläche, zäher Kern | Verschleißfeste Oberfläche (z.B. Zahnräder, Lager) |
Bereit, die Eigenschaften Ihrer Metallkomponenten präzise zu konstruieren?
Der richtige Wärmebehandlungsprozess ist entscheidend für die Leistung, aber um konsistente, qualitativ hochwertige Ergebnisse zu erzielen, ist eine präzise Steuerung erforderlich. Die fortschrittlichen Laboröfen und -herde von KINTEK sind so konstruiert, dass sie die exakten Heiz-, Halte- und Abkühlprofile liefern, die Sie für Prozesse wie Härten, Anlassen, Glühen und Einsatzhärten benötigen.
Wir bieten die zuverlässige Ausrüstung und den fachkundigen Support, um Ihnen zu helfen:
- Zielspezifikationen erreichen: Konsistente Einhaltung der Spezifikationen für Härte, Zähigkeit und Festigkeit.
- Verzug minimieren: Unsere kontrollierten Umgebungen helfen, Verzug und innere Spannungen zu reduzieren.
- Oberflächengüte verbessern: Entdecken Sie Vakuumwärmebehandlungsoptionen, um Zunder und Verunreinigungen zu vermeiden.
Überlassen Sie die Leistung Ihrer Komponenten nicht dem Zufall. Kontaktieren Sie noch heute unsere Experten für thermische Prozesse, um Ihre Anwendung zu besprechen und die perfekte Wärmebehandlungslösung für Ihre Laboranforderungen zu finden.
Visuelle Anleitung