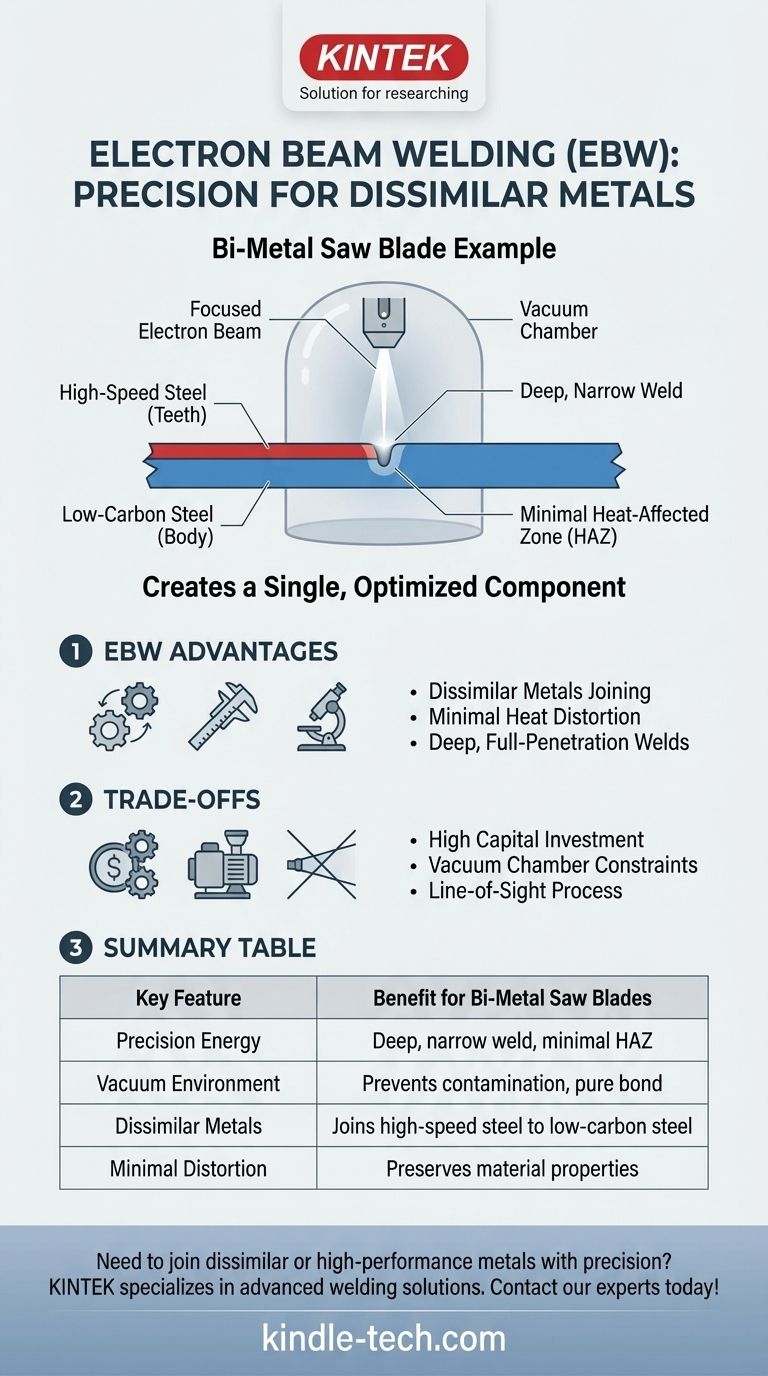
Ein klassisches Beispiel für Elektronenstrahlschweißen ist die Massenproduktion von Bimetall-Sägeblättern. Bei diesem Verfahren wird ein schmaler Streifen aus hartem Hochgeschwindigkeitsstahl für die Schneidezähne mit einem flexiblen, kohlenstoffarmen Stahlkörper für den Hauptteil des Blattes verbunden. Das Ergebnis ist eine einzige, optimierte Komponente, die die besten Eigenschaften zweier unterschiedlicher Materialien nutzt.
Elektronenstrahlschweißen (EBW) ist nicht nur eine Fügemethode; es ist ein Präzisionsfertigungsverfahren, das die Fusion von ansonsten inkompatiblen Materialien ermöglicht. Das Beispiel des Bimetall-Sägeblattes veranschaulicht perfekt seinen Kernwert: die Schaffung einer einzigen, überlegenen Komponente aus zwei spezialisierten Metallen.

Warum Bimetall-Sägeblätter auf EBW angewiesen sind
Das Bimetall-Sägeblatt ist eine perfekte Fallstudie, da es eine fertigungstechnische Herausforderung darstellt, die herkömmliche Schweißverfahren nicht leicht lösen können. EBW bietet eine einzigartige Lösung, indem es die Art und Weise, wie Energie auf die Materialien angewendet wird, grundlegend ändert.
Die Herausforderung unähnlicher Metalle
Das Verbinden von Hochgeschwindigkeitsstahl mit kohlenstoffarmem Stahl ist bekanntermaßen schwierig. Ihre unterschiedlichen thermischen Eigenschaften und Schmelzpunkte bedeuten, dass herkömmliches Schweißen eine breite, spröde und schwache Verbindung erzeugen würde, die das Blatt unbrauchbar macht.
Die Präzision des Elektronenstrahls
EBW verwendet einen hochfokussierten Strahl von Elektronen mit hoher Geschwindigkeit, um intensive Energie auf einen sehr kleinen Punkt zu liefern. Dies erzeugt eine extrem tiefe und schmale Schweißnaht mit einer minimalen Wärmeeinflusszone (WEZ). Das umgebende Material bleibt relativ kühl, wodurch seine ursprünglichen Eigenschaften erhalten bleiben.
Der Vorteil eines Vakuums
Der gesamte Prozess findet in einer Vakuumkammer statt. Dies ist entscheidend, da es verhindert, dass atmosphärische Gase wie Sauerstoff und Stickstoff das geschmolzene Metall kontaminieren. Dies gewährleistet eine reine, starke und fehlerfreie Verbindung, was beim Verbinden unähnlicher oder reaktiver Metalle unerlässlich ist.
Die Kompromisse des EBW verstehen
Obwohl leistungsstark, ist das Elektronenstrahlschweißen ein spezialisiertes Verfahren mit erheblichen betrieblichen Überlegungen. Es ist kein universeller Ersatz für andere Schweißtechniken.
Hohe Kapitalinvestition
EBW-Systeme, die die Elektronenkanone, die Hochspannungsversorgung und die Vakuumkammer umfassen, sind deutlich teurer als Standard-Lichtbogenschweißgeräte. Dies macht das Verfahren am besten geeignet für hochwertige oder Massenproduktionsanwendungen, bei denen die Kosten gerechtfertigt werden können.
Die Vakuumanforderung
Die Notwendigkeit einer Vakuumkammer führt zu einer Zeitverzögerung für das Abpumpen der Kammer, bevor mit dem Schweißen begonnen werden kann. Sie setzt auch eine physikalische Grenze für die Größe der zu bearbeitenden Teile, die durch die Kammerabmessungen bestimmt wird.
Sichtlinienprozess
Der Elektronenstrahl bewegt sich geradlinig. Er kann nicht um Ecken schweißen oder verdeckte Bereiche erreichen, was Einschränkungen für das Fugendesign und die Teilegeometrie mit sich bringt.
Die richtige Wahl für Ihr Ziel treffen
Zu verstehen, wann EBW zu spezifizieren ist, hängt von den einzigartigen Anforderungen Ihrer Anwendung ab. Es übertrifft andere Verfahren dort, wo diese versagen.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden unähnlicher Materialien liegt: EBW bietet eine unvergleichliche Fähigkeit, saubere, starke Schweißnähte zwischen Metallen zu erzeugen, die mit anderen Methoden schwierig oder unmöglich zu verbinden sind.
- Wenn Ihr Hauptaugenmerk auf der Minimierung von Wärmeverzug liegt: Die hochfokussierte Energie des EBW ist ideal für empfindliche Komponenten oder Baugruppen, bei denen die Einhaltung enger Maßtoleranzen nach dem Schweißen entscheidend ist.
- Wenn Ihr Hauptaugenmerk auf dem Erreichen tiefer, schmaler Schweißnähte liegt: EBW kann Schweißnahttiefen erzeugen, die weit größer sind als ihre Breite, was perfekt für Anwendungen ist, die starke, voll durchgeschweißte Verbindungen mit einem einzigen Durchgang erfordern.
Indem Sie seine spezifischen Stärken verstehen, können Sie das Elektronenstrahlschweißen nutzen, um Fertigungsherausforderungen zu lösen, die für herkömmliche Verfahren unerreichbar sind.
Zusammenfassungstabelle:
| Hauptmerkmal | Vorteil für Bimetall-Sägeblätter |
|---|---|
| Präzise Energie | Erzeugt eine tiefe, schmale Schweißnaht mit minimaler Wärmeeinflusszone. |
| Vakuumumgebung | Verhindert Kontamination und gewährleistet eine reine, starke Verbindung. |
| Unähnliche Metalle | Verbindet Hochgeschwindigkeitsstahl (Zähne) effektiv mit kohlenstoffarmem Stahl (Körper). |
| Minimale Verformung | Bewahrt die Eigenschaften des umgebenden Materials. |
Müssen Sie unähnliche oder Hochleistungsmetalle präzise verbinden? KINTEK ist spezialisiert auf fortschrittliche Schweiß- und Wärmebehandlungslösungen für Labor- und Fertigungsanforderungen. Unsere Expertise in Technologien wie dem Elektronenstrahlschweißen kann Ihnen helfen, stärkere, zuverlässigere Komponenten zu schaffen. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihren Fertigungsprozess optimieren können!
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Kaltgießmaschine für die Probenvorbereitung
- Elektrische hydraulische Vakuum-Heizpresse für Laboratorien
- Graphitierungs-Vakuumofen für ultrahohe Temperaturen
- Vakuum-Molybdän-Draht-Sinterofen zum Vakuumsintern
- 30T 40T Split Automatische Beheizte Hydraulische Pressmaschine mit Heizplatten für Labor-Heißpresse
Andere fragen auch
- Was sind Beispiele für das Kaltumformen von Metallen? Schlüsselprozesse für festere Präzisionsteile
- Wie benutzt man eine KBr-Presse? Meistern Sie die Kunst der Herstellung transparenter Pellets für die FTIR-Analyse
- Warum wird KBr zur Herstellung der Tablette verwendet? Erzielen Sie klare, genaue IR-Spektroskopie-Ergebnisse
- Was ist Kaltsintern? Ein energiearmer Weg zu neuartigen Verbundwerkstoffen
- Was kann ich mit einer Vakuumpresse herstellen? Entdecken Sie perfektes Laminieren und gebogene Formen



















