
Die zwei Seelen eines Ofens
Jeder Vakuumofen führt ein Doppelleben.
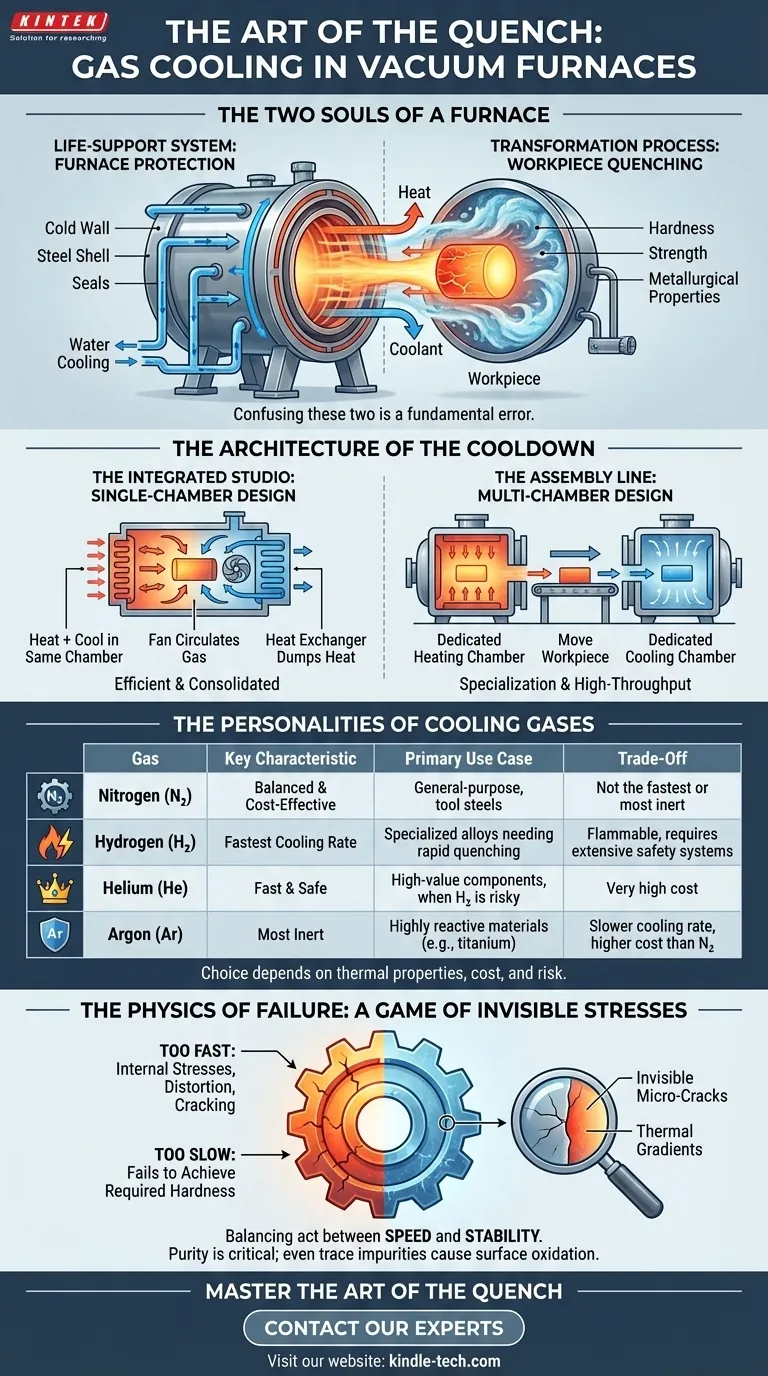
Das eine Leben dient der Selbsterhaltung. Ein kontinuierlicher Wasserfluss durch seine doppelwandige „Kaltwand“ fungiert als Lebenserhaltungssystem. Sein einziger Zweck ist es, die Struktur des Ofens vor der intensiven Hitze im Inneren zu schützen, die Stahlhülle kühl zu halten, die Dichtungen intakt zu lassen und die gesamte Anlage vor Verformung zu bewahren. Dieses System ist der stille Wächter, der immer aktiv ist.
Das andere Leben dient der Transformation. Dies ist der aktive, heftige und exquisit kontrollierte Prozess der Gasabschreckung. Nachdem ein Werkstück in einem nahezu perfekten Vakuum auf eine präzise Temperatur erhitzt wurde, ist der Prozess noch nicht beendet. In vielerlei Hinsicht hat er gerade erst begonnen. Die Kühlphase ist das, was die gewünschten metallurgischen Eigenschaften – die Härte, die Festigkeit, den eigentlichen Charakter des Metalls – fixiert.
Diese beiden Systeme zu verwechseln, ist ein grundlegender Fehler. Das eine schützt den Ofen; das andere formt das Teil.
Die Architektur des Abkühlens
Wie Sie das Chaos einer Gasabschreckung einleiten, ist eine primäre Designentscheidung, die auf zwei unterschiedliche Philosophien hinausläuft.
Das integrierte Studio: Einkammer-Design
Der gängigste Ansatz ist das Erhitzen und Abkühlen in derselben Kammer. Sobald der Heizzyklus abgeschlossen ist, schalten sich die Heizelemente ab. Ein leistungsstarker Lüfter erwacht zum Leben und zirkuliert ein hochreines Gas unter hohem Druck. Dieses Gas strömt auf das heiße Werkstück, nimmt seine Wärmeenergie auf und strömt dann über einen internen Wärmetauscher, der die Wärme an die Wasserkühlung des Ofens abgibt.
Es ist effizient, konsolidiert und perfekt für eine breite Palette von Anwendungen.
Die Montagelinie: Mehrkammer-Design
Für Hochdurchsatz-Industriebetriebe gilt eine andere Logik. Das Werkstück wird physisch von einer speziellen Heizkammer in eine separate, spezielle Kühlkammer bewegt.
Dieses Design steht für Spezialisierung und Effizienz. Es schützt empfindliche Heizelemente vor der Turbulenz des Abschreckgases. Wichtiger ist, dass es ermöglicht, eine neue Charge zu erhitzen, während die vorherige abkühlt. Es trennt die Phasen, genau wie eine Montagelinie, um den Durchsatz zu maximieren.
Die Persönlichkeiten der Kühlgase
Die Wahl des Gases ist nicht willkürlich. Jedes Gas hat eine eigene „Persönlichkeit“ – eine einzigartige Kombination aus thermischen Eigenschaften, Kosten und Risiken, die es für bestimmte Aufgaben geeignet macht.
Stickstoff (N₂): Das zuverlässige Arbeitspferd
Hochreiner (99,999 %+) Stickstoff ist aus gutem Grund der Industriestandard. Er bietet eine gute Balance zwischen Wärmeübertragungsfähigkeit, Kosteneffizienz und Sicherheit. Er ist für die meisten Materialien inert genug und ermöglicht eine vorhersehbare, kontrollierbare Abschreckung.
Wasserstoff (H₂): Der Hochrisiko-Performer
Wenn Geschwindigkeit alles ist, ist Wasserstoff der unangefochtene Champion. Seine Wärmeleitfähigkeit ist unübertroffen und ermöglicht die schnellsten möglichen Abkühlraten, die für bestimmte hochfeste Legierungen erforderlich sind. Diese Leistung birgt jedoch das erhebliche Risiko der Entflammbarkeit und erfordert spezielle Ofenkonstruktionen und strenge Sicherheitsprotokolle.
Helium (He): Der edle Spezialist
Helium bietet eine Kühlleistung, die nur von Wasserstoff übertroffen wird, aber ohne das Explosionsrisiko. Es ist eine leistungsstarke, sichere Alternative. Sein Nachteil ist einfach: die Kosten. Seine Seltenheit und sein hoher Preis reservieren es für kritische Anwendungen, bei denen die Leistung nicht beeinträchtigt werden darf und Wasserstoff keine Option ist.
Argon (Ar): Der ultimative Purist
Argon ist schwerer und weniger wärmeleitfähig als Stickstoff, was zu einer langsameren Abschreckung führt. Warum also verwenden? Maximale Inertheit. Für hochreaktive Materialien wie Titan oder bestimmte Superlegierungen ist selbst die winzige Reaktivität von Stickstoff zu viel. Argon bietet die reinste, am wenigsten reaktive Umgebung, die möglich ist.
| Gas | Schlüsselmerkmal | Hauptanwendungsfall | Kompromiss |
|---|---|---|---|
| Stickstoff (N₂) | Ausgewogen & Kostengünstig | Allzweck, Werkzeugstähle | Nicht der schnellste oder inerteste |
| Wasserstoff (H₂) | Schnellste Abkühlrate | Spezielle Legierungen, die eine schnelle Abschreckung erfordern | Entflammbar, erfordert umfangreiche Sicherheitssysteme |
| Helium (He) | Schnell & Sicher | Hochwertige Komponenten, wenn Wasserstoff zu riskant ist | Sehr hohe Kosten |
| Argon (Ar) | Am inertesten | Hochreaktive Materialien (z. B. Titan) | Langsamere Abkühlrate, höhere Kosten als N₂ |
Die Physik des Versagens: Ein Spiel unsichtbarer Spannungen
Erfolg bei der Wärmebehandlung wird in Mikron und Molekülen gemessen. Die gefährlichsten Fehler sind nicht die offensichtlichen.
Betrachten Sie ein komplexes Luftfahrtgetriebe. Eine schnelle Wasserstoffabschreckung verleiht ihm eine perfekte, feilenharte Oberfläche. Es besteht alle Qualitätsprüfungen. Aber die extreme Geschwindigkeit der Abschreckung erzeugte immense Temperaturgradienten zwischen dem dicken Getriebekörper und den dünnen Zähnen. Unsichtbare Mikrorisse bildeten sich tief im Stahl. Das Teil ist eine tickende Zeitbombe, die unter Betriebsbelastung zum katastrophalen Versagen bestimmt ist.
Dies ist die zentrale Spannung der Gasabschreckung: der Kampf zwischen Geschwindigkeit und Stabilität. Zu langsames Abkühlen führt nicht zur erforderlichen Härte. Zu schnelles Abkühlen führt zu inneren Spannungen, die zu Verzug oder Rissbildung führen.
Dieser Balanceakt wird durch die Reinheit weiter erschwert. Die glänzende, saubere Oberfläche, die von einem Vakuumofen erwartet wird, ist nur möglich, wenn das Abschreckgas außergewöhnlich rein ist. Wenige Teile pro Million Sauerstoff oder Wasserdampf im Gas können während des Abkühlens Oberflächenoxidation verursachen, das Teil anlaufen lassen und seine Oberflächenintegrität beeinträchtigen.
Die Bewältigung dieser Kompromisse ist entscheidend für die Expertise. Die richtige Ausrüstung und Verbrauchsmaterialien, vom Ofen selbst bis zur Reinheit des Gases, sind Ihr Kontrollsystem in diesem Prozess. Wenn Sie bereit sind, die Kunst des Abschreckens für Ihre spezifische Anwendung zu meistern, Kontaktieren Sie unsere Experten.
Visuelle Anleitung
Ähnliche Produkte
- Labormaßstabs Induktionsschmelzofen mit Vakuum
- Vakuumlichtbogen-Induktionsofen
- Vakuum-Wärmebehandlungs-Sinter-Hartlöt-Ofen
- Vakuum-Wärmebehandlungs- und Levitation-Induktionsschmelzofen
- 600T Vakuum-Induktions-Heißpressofen zur Wärmebehandlung und Sinterung
Ähnliche Artikel
- Vakuum-Schmelzofen: Ein umfassender Leitfaden zum Vakuum-Induktionsschmelzen
- Einführung in das Vakuum-Induktionsschmelzen: Prinzipien, Prozesse und Anwendungen
- Vakuum-Induktionsschmelzofen: Prinzip, Vorteile und Anwendungen
- Vakuum-Induktionsschmelzen: Prinzipien, Prozesse und Anwendungen
- Wie das Vakuum-Induktionsschmelzen (VIM) die Produktion von Hochleistungslegierungen verändert



















