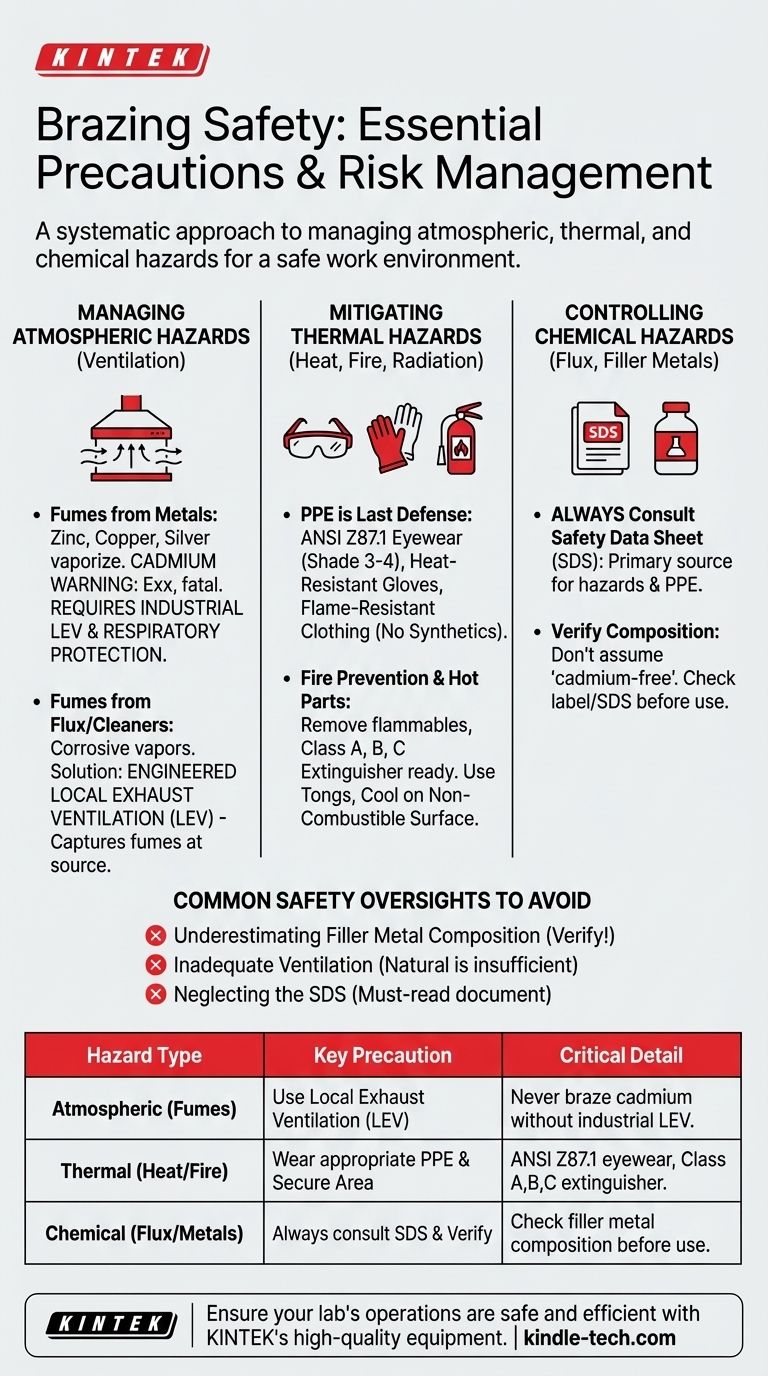
Bei allen Hartlötverfahren müssen Ihre wichtigsten Vorsichtsmaßnahmen atmosphärische, thermische und chemische Gefahren berücksichtigen. Dies erfordert eine robuste Belüftung zur Entfernung schädlicher Dämpfe, die Verwendung geeigneter persönlicher Schutzausrüstung (PSA) zum Schutz vor extremer Hitze und Strahlung sowie die Umsetzung strenger Brandschutzmaßnahmen. Der sichere Umgang mit Flussmitteln, Reinigern und Lötwerkstoffen, geleitet durch deren Sicherheitsdatenblätter (SDB), ist ebenso entscheidend, um chemische Exposition zu verhindern und eine sichere Arbeitsumgebung zu gewährleisten.
Die Sicherheit beim Hartlöten geht über eine einfache Checkliste hinaus; es ist ein systematischer Ansatz zur Risikobewältigung. Die größte Herausforderung ist nicht nur die sichtbare Flamme, sondern auch die unsichtbaren Gefahren – giftige Dämpfe, chemische Substanzen und Restwärme –, was eine bewusste Strategie für Belüftung, persönlichen Schutz und Arbeitsplatzkontrolle erfordert.
Umgang mit atmosphärischen Gefahren: Die Bedeutung der Belüftung
Die Kontrolle der Atemluft ist die wichtigste Vorsichtsmaßnahme beim Hartlöten. Die hohen Temperaturen können Materialien verdampfen und Dämpfe erzeugen, die von reizend bis hochgiftig reichen.
Dämpfe von Lötwerkstoffen und Grundwerkstoffen
Viele Hartlötwerkstoffe enthalten Elemente wie Zink, Kupfer oder Silber. Bei Überhitzung können diese Metallrauche erzeugen, die zu Metallrauchfieber führen können, einer vorübergehenden, aber schwächenden grippeähnlichen Erkrankung.
Die größte Gefahr geht von Lötwerkstoffen aus, die Cadmium enthalten. Cadmiumdämpfe sind extrem giftig, haben schlechte Warnmerkmale (sie sind nicht reizend) und können bereits bei kurzfristiger Überbelastung zu schweren Lungenschäden oder zum Tod führen. Löten Sie niemals mit cadmiumhaltigen Legierungen, es sei denn, Sie verfügen über eine industrielle Absauganlage und einen Atemschutz.
Dämpfe von Flussmitteln und Reinigern
Hartlötflussmittel und chemische Reinigungsmittel können beim Erhitzen ebenfalls gefährliche Dämpfe freisetzen. Diese Dämpfe können ätzend sein und Augen, Nase, Rachen und Atemwege reizen.
Die Lösung: Konstruktive Belüftung
Natürliche Belüftung, wie ein offenes Fenster, ist für die meisten Hartlötarbeiten unzureichend. Eine lokale Absaugung (LEV), bei der eine Haube verwendet wird, um Dämpfe an der Quelle zu erfassen und nach außen abzuführen, ist der Standard für einen sicheren Betrieb.
Minderung thermischer Gefahren: Hitze, Feuer und Strahlung
Das Hartlöten erzeugt intensive, lokalisierte Hitze, die erhebliche Brand- und Verbrennungsrisiken birgt.
Schutz des Personals durch PSA
Ihre Persönliche Schutzausrüstung (PSA) ist Ihre letzte Verteidigungslinie.
- Augenschutz: Tragen Sie eine Schutzbrille mit einer Mindest-Schattierungsstufe von 3 oder 4 zum Schutz vor Infrarotstrahlung. Verwenden Sie immer eine Schutzbrille, die dem Standard ANSI Z87.1 entspricht.
- Handschutz: Trockene, isolierte und hitzebeständige Handschuhe sind zwingend erforderlich für den Umgang mit Teilen und Geräten.
- Körperschutz: Tragen Sie flammhemmende Kleidung, wie Leder oder behandelt Baumwolle, um sich vor Funken und Hitze zu schützen. Vermeiden Sie synthetische Stoffe wie Polyester, die schmelzen und schwere Verbrennungen verursachen können.
Sicherung des Arbeitsbereichs
Bevor Sie einen Brenner anzünden, bereiten Sie Ihre Umgebung vor. Entfernen Sie alle brennbaren Materialien – einschließlich Papier, Lappen, Holz und brennbare Flüssigkeiten – aus der Nähe. Ein Feuerlöscher der Klassen A, B und C sollte in Reichweite sein.
Sicherer Umgang mit heißen Teilen
Das Werkstück bleibt noch lange nach dem Entfernen der Flamme gefährlich heiß. Verwenden Sie immer Zangen oder Greifer, um kürzlich gelötete Komponenten zu handhaben, und legen Sie sie zum Abkühlen auf einen Feuerfeststein oder eine andere nicht brennbare Oberfläche.
Häufige Sicherheitslücken und wie man sie vermeidet
Selbst erfahrene Bediener können Fehler machen. Sich der häufigsten Fallstricke bewusst zu sein, ist der Schlüssel zur Aufrechterhaltung einer sicheren Umgebung.
Unterschätzung der Zusammensetzung des Lötwerkstoffs
Die gefährlichste Fehleinschätzung ist die Nichtidentifizierung der Zusammensetzung Ihres Lötwerkstoffs. Es reicht nicht aus anzunehmen, dass eine Legierung „cadmiumfrei“ ist; Sie müssen dies durch Überprüfung des Produktetiketts oder des Sicherheitsdatenblattes (SDB) verifizieren. Wenn Sie sich nicht sicher sind, gehen Sie davon aus, dass es gefährliche Stoffe enthält, und verwenden Sie maximalen Schutz.
Unzureichende Belüftung
Ein häufiger Fehler ist die Annahme, dass ein großer Raum oder eine offene Garagentür eine ausreichende Belüftung bietet. Metallrauche sind oft schwerer als Luft und können sich in Ihrer Atemzone ansammeln. Nur ein spezielles LEV-System kann diese Gefahren zuverlässig an ihrer Quelle erfassen und entfernen.
Vernachlässigung des Sicherheitsdatenblattes (SDB)
Jedes chemische Produkt, einschließlich Flussmittel und Lötwerkstoffe, wird mit einem SDB geliefert. Dieses Dokument ist keine optionale Lektüre; es ist Ihre Hauptinformationsquelle über spezifische Gefahren, erforderliche PSA und Notfallverfahren. Lesen Sie es immer, bevor Sie ein neues Material verwenden.
Die richtige Wahl für Ihr Ziel treffen
Ihr Sicherheitsansatz sollte bewusst und systematisch sein. Verwenden Sie dieses Rahmenwerk, um sich auf Ihre nächste Hartlötoperation vorzubereiten.
- Wenn Ihr Hauptaugenmerk auf der persönlichen Gesundheit liegt: Priorisieren Sie die Belüftung über alles andere und lesen Sie immer das SDB, um die spezifischen Dämpfe Ihrer Materialien zu verstehen.
- Wenn Ihr Hauptaugenmerk auf der Vermeidung von Verbrennungen und Bränden liegt: Führen Sie eine gründliche Durchsuchung Ihres Arbeitsbereichs nach brennbaren Materialien durch und stellen Sie sicher, dass Ihre PSA, insbesondere Augen- und Handschutz, in gutem Zustand ist.
- Wenn Ihr Hauptaugenmerk auf der Schaffung eines wiederholbaren Sicherheitsprozesses liegt: Entwickeln Sie eine Checkliste vor dem Löten, die die Überprüfung der Belüftung, die Bestätigung des richtigen Feuerlöschers und die Durchsicht der SDBs für alle Verbrauchsmaterialien umfasst.
Ein proaktiver und informierter Sicherheitsansatz ist das Kennzeichen eines wahren Profis und gewährleistet ein erfolgreiches Ergebnis.

Zusammenfassungstabelle:
| Gefahrenart | Wichtigste Vorsichtsmaßnahme | Entscheidendes Detail |
|---|---|---|
| Atmosphärisch (Dämpfe) | Lokale Absaugung (LEV) verwenden | Niemals Cadmiumlegierungen ohne industrielle LEV und Atemschutz löten. |
| Thermisch (Hitze/Feuer) | Geeignete PSA tragen (ANSI Z87.1 Augenschutz, hitzebeständige Handschuhe) | Alle brennbaren Materialien entfernen und einen Feuerlöscher der Klassen A, B, C bereithalten. |
| Chemisch (Flussmittel/Lötwerkstoffe) | Immer das Sicherheitsdatenblatt (SDB) konsultieren | Zusammensetzung des Lötwerkstoffs (z. B. Cadmiumgehalt) vor Gebrauch überprüfen, um chemische Exposition zu vermeiden. |
Stellen Sie sicher, dass die Hartlötverfahren in Ihrem Labor sicher und effizient sind. KINTEK ist spezialisiert auf die Bereitstellung hochwertiger Laborausrüstung und Verbrauchsmaterialien für alle Ihre Laboranforderungen. Unsere Experten helfen Ihnen bei der Auswahl der richtigen Sicherheitsausrüstung und Materialien für Ihre spezifischen Hartlöt-Anwendungen. Kontaktieren Sie uns noch heute, um zu besprechen, wie wir die Sicherheit und Produktivität Ihres Labors unterstützen können!
Visuelle Anleitung